Как сделать пружину в домашних условиях своими руками
Чаще всего вопрос о том, как сделать пружину самостоятельно, используя для этого подручные средства, не возникает. Однако бывают ситуации, когда пружины требуемого диаметра нет под рукой. Именно в таких случаях возникает потребность в изготовлении этого элемента своими руками.
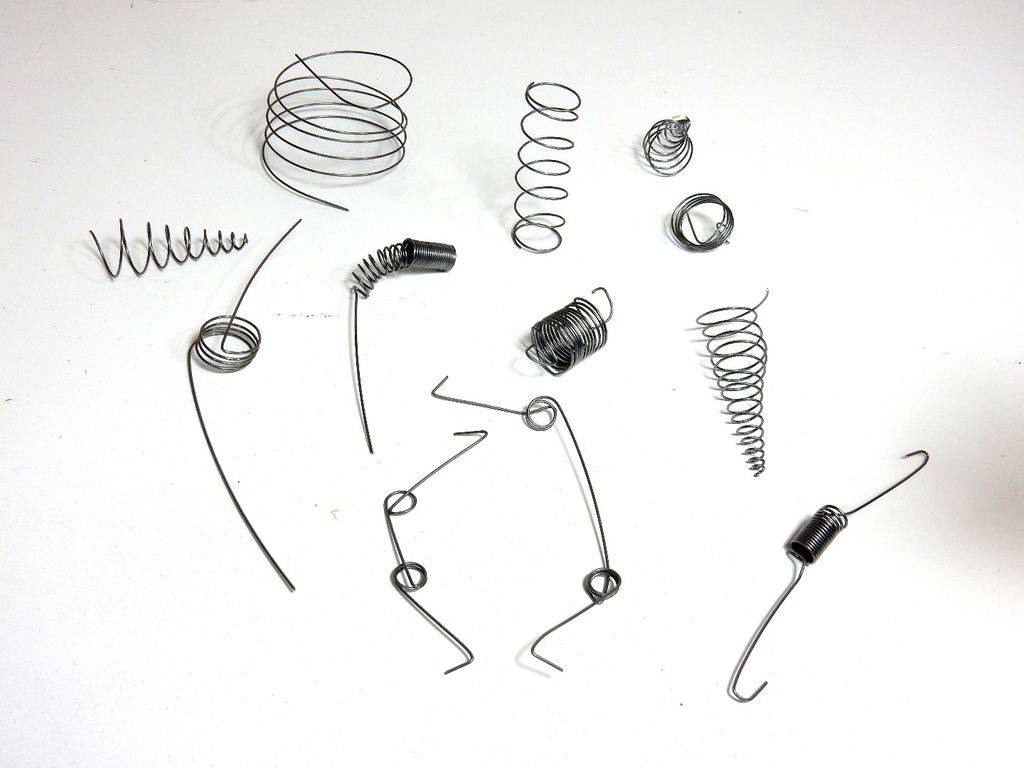
Изготовить небольшую пружину вполне реально
Конечно, пружины для ответственных механизмов, работающих в интенсивном режиме, лучше всего изготавливать в производственных условиях, где есть возможность не только правильно подобрать, но и соблюсти все параметры технологического процесса. Если же нестандартная пружина вам требуется для использования в механизме, который будет эксплуатироваться в щадящем режиме, то можно сделать ее и в домашних условиях.
Что потребуется
Чтобы сделать пружину своими руками, подготовьте следующие расходные материалы и оборудование:
- стальную проволоку, диаметр которой должен соответствовать размеру поперечного сечения витков вашего будущего пружинного изделия;
- обычную газовую горелку;
- инструмент, который обязательно есть в каждой слесарной мастерской;
- слесарные тиски;
- печь, в качестве которой может быть использовано и нагревательное устройство бытового назначения.
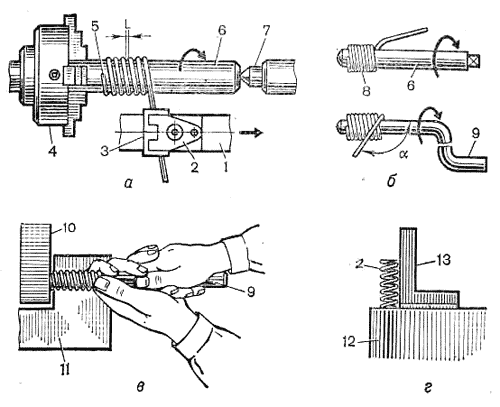
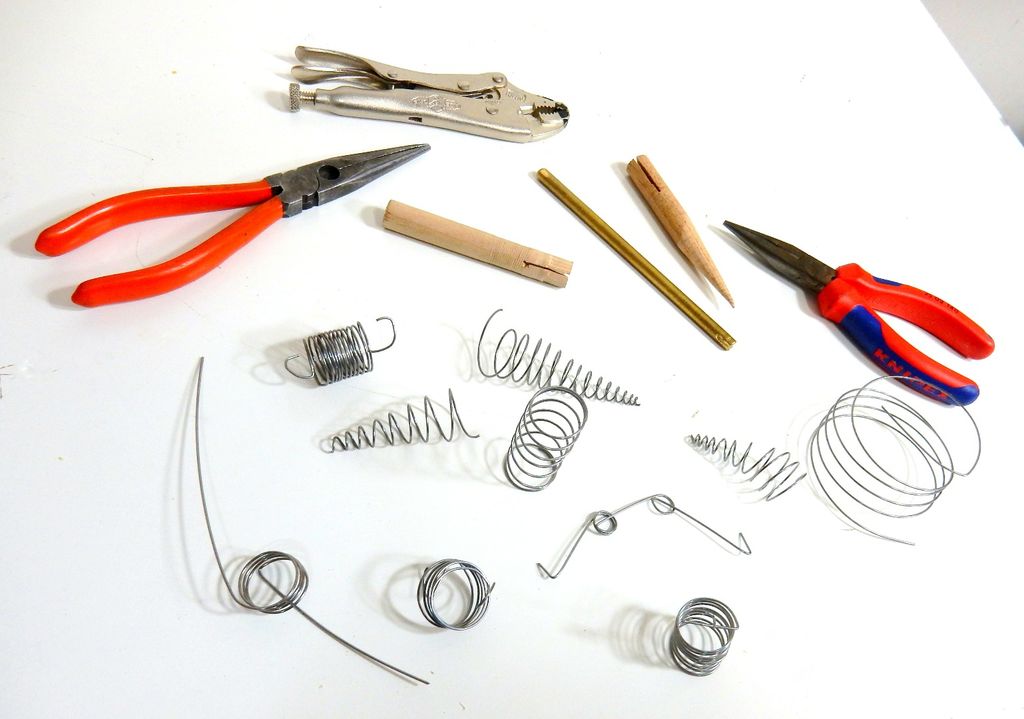
Навивать спираль легче с помощью приспособлений, конструкция которых зависит от размеров и жесткости пружины
Проволоку, если ее диаметр не превышает 2 мм, можно не подвергать предварительной термической обработке, так как ее легко согнуть и без этого. Перед тем как наматывать такую проволоку на оправку требуемого диаметра, ее необходимо разогнуть и тщательно выровнять по всей длине намотки.
Выбирая диаметр оправки, следует учитывать размеры пружины, которую вы собираетесь сделать в домашних условиях. Чтобы компенсировать упругую деформацию проволоки, диаметр оправки выбирают несколько меньше, чем требуемый размер внутреннего поперечного сечения будущего изделия.
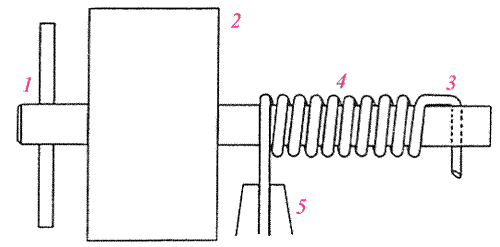
Приспособление для навивки спиральной пружины
В том случае, если диаметр проволоки, из которой вы своими руками собираетесь сделать пружину, больше 2 мм, ее необходимо предварительно отжечь, так как без такой процедуры выравнивать ее и навивать на оправку будет затруднительно.
Пошаговая инструкция
Шаг 1
- Первое, что необходимо сделать, если вы собираетесь изготовить пружину своими руками, — это подобрать материал для такого изделия. Оптимальным материалом в данном случае является другая пружина (главное, чтобы диаметр проволоки, из которой она изготовлена, соответствовал поперечному сечению витков пружины, которую вам надо сделать).
- Подбирая материал от старой пружины, вы будите уверены, что проволока сделана из закаленной высокоуглеродистой стали
Шаг 2
- Отжиг проволоки для пружины, как уже говорилось выше, позволит вам сделать ее более пластичной, и вы без особого труда сможете выровнять ее и намотать на оправку. Для выполнения такой процедуры лучше всего использовать специальную печь, но если таковой нет в вашем распоряжении, то можно воспользоваться любым другим устройством, растапливаемым дровами.
- В такой печи необходимо разжечь березовые дрова и, когда они прогорят до углей, положить в них пружину, проволоку от которой вы собираетесь использовать. После того как пружина раскалится докрасна, угли надо сдвинуть в сторону и дать нагретому изделию остыть вместе с печью. После остывания проволока станет значительно пластичней, и вы без труда сможете работать с ней в домашних условиях.
Шаг 3
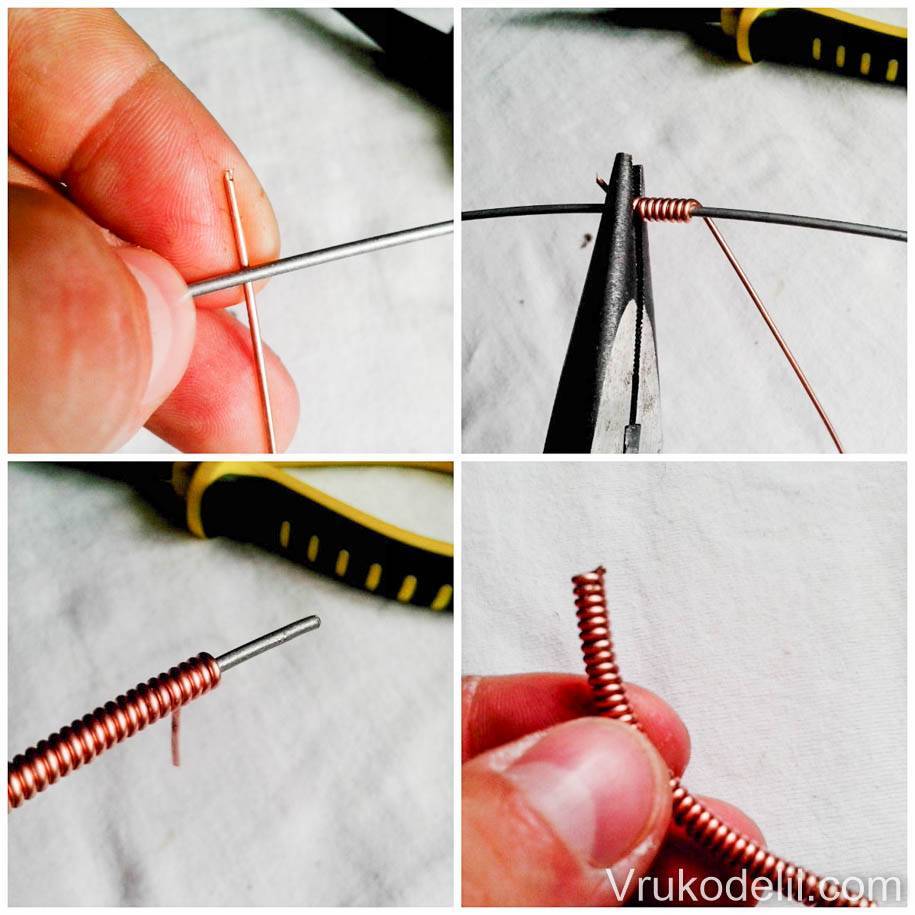
Ставшую мягкой проволоку следует тщательно выровнять и начать наматывать на оправку требуемого диаметра
При выполнении такой процедуры важно следить за тем, чтобы витки располагались вплотную друг к другу. Если вы никогда не занимались намоткой пружин ранее, можно предварительно посмотреть обучающее видео, которое несложно найти в интернете
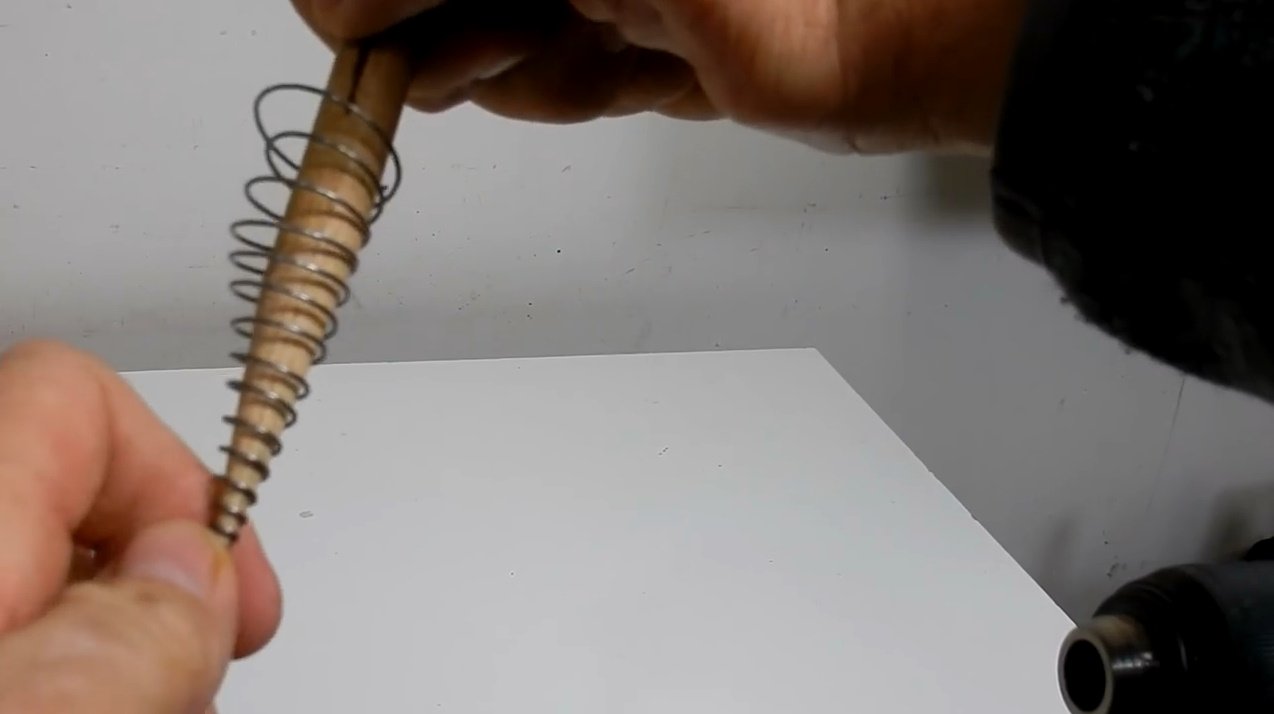
Для намотки небольшой пружины можно использовать шуруповерт
Шаг 4
- Чтобы ваша новая пружина обладала требуемой упругостью, ее необходимо закалить. Такая термическая обработка, как закалка, сделает материал более твердым и прочным. Для выполнения закалки готовую пружину надо нагреть до температуры 830-870°, для чего можно использовать газовую горелку.
- Ориентироваться на то, что требуемая температура закалки достигнута, можно по цвету раскаленной пружины: он должен стать светло-красным. Чтобы точно определить такой цвет, также ориентируйтесь на видео.
- После нагрева до требуемой температуры пружину необходимо охладить в трансформаторном или веретенном масле.
- Цвета каления стали
Шаг 5
После закалки пружину следует выдержать в сжатом состоянии на протяжении 20-40 часов, а затем обработать ее концы на точильном станке, чтобы сделать изделие требуемого размера.
Технология холодной навивки без закалки
Сначала необходимо сделать подготовительные операции. Перед тем, как из проволоки навивать заготовку, ее подвергают процедуре патентирования. Она заключается в нагреве материала до температуры пластичности. Такая операция готовит проволоку к предстоящему изменению формы.
В ходе операции навивки должны быть выдержаны следующие параметры:
- Внешний диаметр изделия (для некоторых деталей нормируется внутренний диаметр).
- Число витков.
- Шаг навивки.
- Общая длина детали с учетом последующих операций.
- Соблюдение геометрии концевых витков.

Холодная навивка без отпуска
Далее проводится стачивание концевых витков до плоского состояния. Это необходимо сделать для обеспечения качественного упора в другие детали конструкции, предотвращения их разрушения и выскальзывания пружины.
Следующий этап технологического процесса — термообработка. Холодная навивка пружин предусматривает только отпуск при низких температурах. Он позволяет усилить упругость и снять механические напряжения, возникшие в ходе навивки.
Исключительно важно точно соблюдать проектный график термообработки, тщательно контролируя температуру и время выдержки. После термообработки необходимо сделать испытательные и контрольные операции. После термообработки необходимо сделать испытательные и контрольные операции
После термообработки необходимо сделать испытательные и контрольные операции.
Далее по необходимости могут наноситься защитные покрытия, предотвращающие коррозию. Если они наносились гальваническим методом, изделия подвергаются повторному нагреву для снижения содержания водорода в приповерхностном слое.





Какие качества требуются от пружин
К этим комплектующим предъявляются особые требования, что связано с их важностью для эффективной и беспроблемной эксплуатации всего устройства, прибора, агрегата. Основным их качеством является свойство деформироваться (изменять свои размеры) под воздействием прилагаемой извне нагрузки и восстанавливать исходную форму и размеры, когда внешнее воздействие прекращается
При деформации происходит накопление энергии, при возвращении в начальное состояние – ее передача.
Важные характеристики упругих элементов:
- — Прочность под нагрузкой, которая может быть статическая, динамическая, циклическая.
- — Хорошая пластичность.
- — Выносливость.
- — Значительный предел упругости.
- — Релаксационная стойкость.
С технологической точки зрения важны такие параметры, как глубокая прокаливаемость, невысокая способность к обезуглероживанию и росту зерен структуры в процессе термообработки. Низкими кроме того должны быть чувствительность к отпускной хрупкости и критическая скорость закалки.
При всем разнообразии видов пружин и случаев их использования от каждой из данных деталей требуется гарантированное восстановление после прекращения нагрузки, этим определяются особенности их эксплуатации и, соответственно, изготовления.
Термическая обработка как раз и предусмотрена для сохранения формы и упругих свойств пружин на протяжении расчетного срока эксплуатации.

Используемые материалы
К изготовлению пружин предъявляются высокие требования, начиная с выбора материала, характеристики которого отвечали бы определенным требованиям.
Соответственно, важно, как данные материалы будут вести себя в обработке, в том числе термической. Для крупных пружин (изготовляемых из прутка от 8 мм в диаметре) наиболее часто используемыми являются стали конструкционные рессорно-пружинные 60С2А, 50ХФА, 51ХФА, 60С2ХФА ГОСТ 14959-79 и другие аналогичные сплавы
Для крупных пружин (изготовляемых из прутка от 8 мм в диаметре) наиболее часто используемыми являются стали конструкционные рессорно-пружинные 60С2А, 50ХФА, 51ХФА, 60С2ХФА ГОСТ 14959-79 и другие аналогичные сплавы.
Для мелких (до 8 мм диаметр) – стали 60С2А ГОСТ 14959-79, проволока Б-2 ГОСТ 9389-75, любая проволока по ГОСТ 9389-75 марок А, Б, В классов 1,2,3 и другие аналогичные сплавы.
Для работы в агрессивных средах применяются нержавеющие стали 08Х18Н10Т, 10Х18Н10Т, 12Х18Н10Т.

Виды термической обработки
К основным видам термообработки металлов/сплавов, используемых при производстве пружин, относятся:
- — Отжиг – изделия нагреваются до температуры, соответствующей интервалу превращений, выдерживаются в таком состоянии в течение определенного времени и медленно охлаждаются вместе с печью. Улучшает структуру металла, способствует повышению вязкости, при этом несколько снижается твердость.
- — Нормализация – изделия нагреваюся до аустенитного состояния (температура превышает соответствующие интервалу превращений), после чего охлаждаются естественным способом на воздухе. Способствует улучшению структуры, повышению механических параметров и нивелированию внутренних напряжений.
- — Закалка – нагревание производится до температуры, соответствующей интервалу превращений или несколько выше, в таком состоянии выдерживаются некоторое время, затем охлаждаются быстро преимущественно в масле, хотя возможно и в другой среде. Обеспечивает металлу высокие прочностные показатели, хорошее значение твердости, износостойкости. Однако также повышает хрупкость, неспособность выдерживать ударные нагрузки и изгибы, поэтому обычно после нее предусмотрен отпуск.
- — Отпуск – низкий, средний, высокий – прогрев до температуры ниже соответствующих интервалу превращений (до 250 градусов, 350-500 градусов и 500-680 градусов), нахождение некоторое время в таком состоянии и затем охлаждение. Увеличивает вязкость, пластичность, снимает остаточные напряжения, улучшает эксплуатационные показатели, несколько снижает прочность.
- — Старение – бывает естественное (длительная выдержка в обычных условиях) или искусственное (краткая выдержка при низкотемпературном нагреве). Способствует стабилизации геометрических размеров и пружинных свойств.
- — Заневоливание – холодное или горячее – выдержка под нагрузкой при нормальной температуре или в горячей печи (для пружин, используемых при высоких температурах). Увеличивает предел упругости, запас прочности, снижает уровень максимальных напряжений при эксплуатации. Это всегда заключительная операция, после нее недопустима никакая термообработка.

Изготовление пружины своими руками
- маркой стали, из которой будет изготавливаться изделие;
- диаметром проволоки;
- количеством навиваемых витков;
- шагом витка.

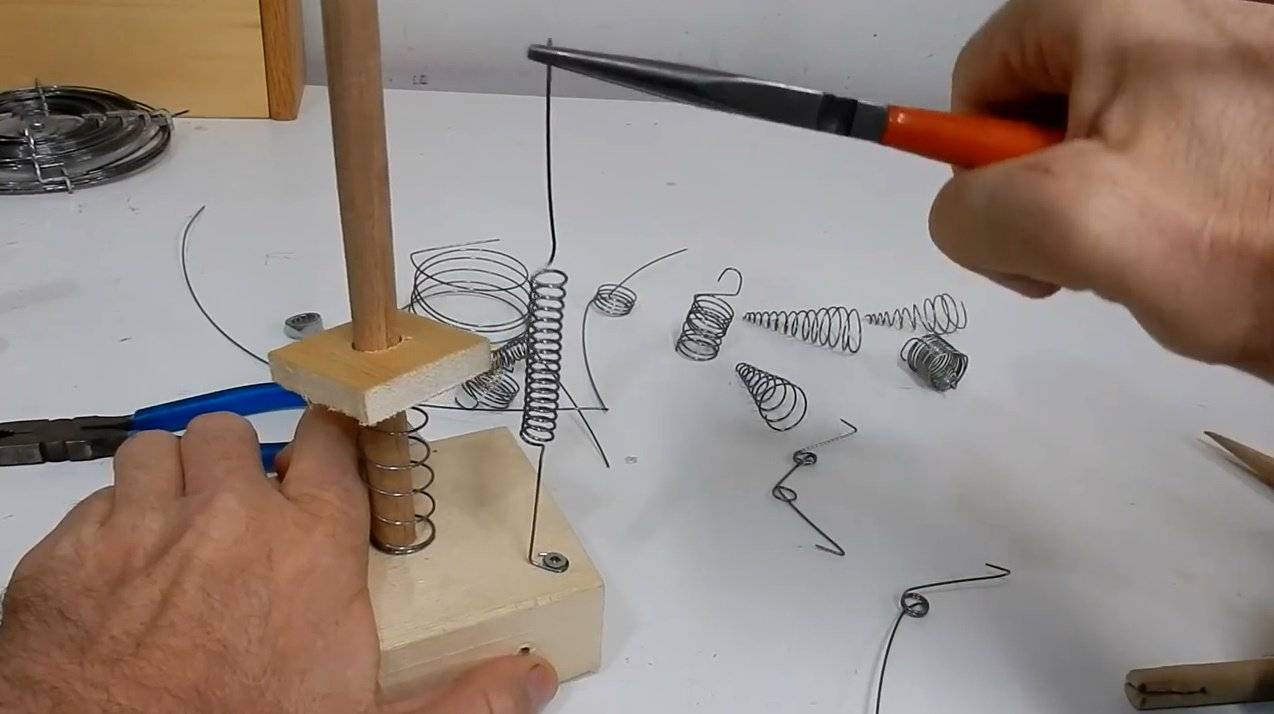
Самодельное изделие может изготавливаться на оправке и с помощью шуруповерта. Понадобятся еще кусачки, молоток, тиски, источник нагрева (печь, газовая горелка, костер), среда для охлаждения и дополнительные приспособления.
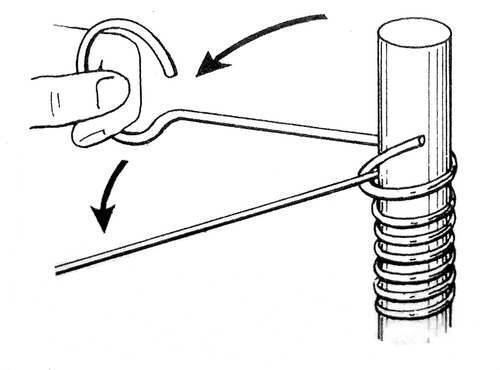
Самый простой способ изготовления – это намотать провод на какой-либо стержень подходящего диаметра вручную. При этом необходимо следить за тем, чтобы витки плотно прилегали друг к другу.
Процесс изготовления пружины с помощью шуруповерта можно посмотреть на видео:
- Проволока должна быть абсолютно ровной. Если изделие изготавливают из неровной или старой пружины, она обязательно должна быть выровнена.
- Проволока должна быть очищена от ржавчины, масел и других загрязнений. Для этого используют содовый раствор или химические средства, позволяющие растворить масла и снять ржавчину. Протирать проволоку рекомендуется опилками.
- Проволока диаметром более 2 мм перед навивкой должна быть подвергнута процедуре отжига путем нагрева докрасна (температура в пределах 400 °C) и охлаждения на воздухе.
- При намотке необходимо контролировать положение витков относительно друг друга. Они должны плотно прилегать один к одному.
Закалка пружин в домашних условиях может выполняться несколькими способами: с помощью газовой горелки, нагревом в печи, изготовленной из кирпича или камня, или просто в костре. Нагрев должен производиться до температуры около 870 °C. На глаз это определяется цветом проволоки: она в процессе нагрева делается почти белого цвета. Затем ее необходимо поместить в масло (трансформаторное, веретенное или другую жидкую среду), которое обеспечит медленное охлаждение. Напомним, что быстрое охлаждение может вызвать возникновение трещин, которые отрицательно скажутся на качестве пружины.
В домашних условиях обычно используют в качестве жидкой среды мыльный раствор или трансформаторное масло, которое налито в достаточном количестве в емкость. Пружины должны полностью погружаться в нее и остывать там до комнатной температуры.
Изготовленную кустарным способом пружину рекомендуется выдержать на протяжении некоторого времени в сжатом состоянии. Обычно время выдержки лежит в пределах от 20 до 40 часов.
Термообработка пружины с применением доступных средств показана на видео:
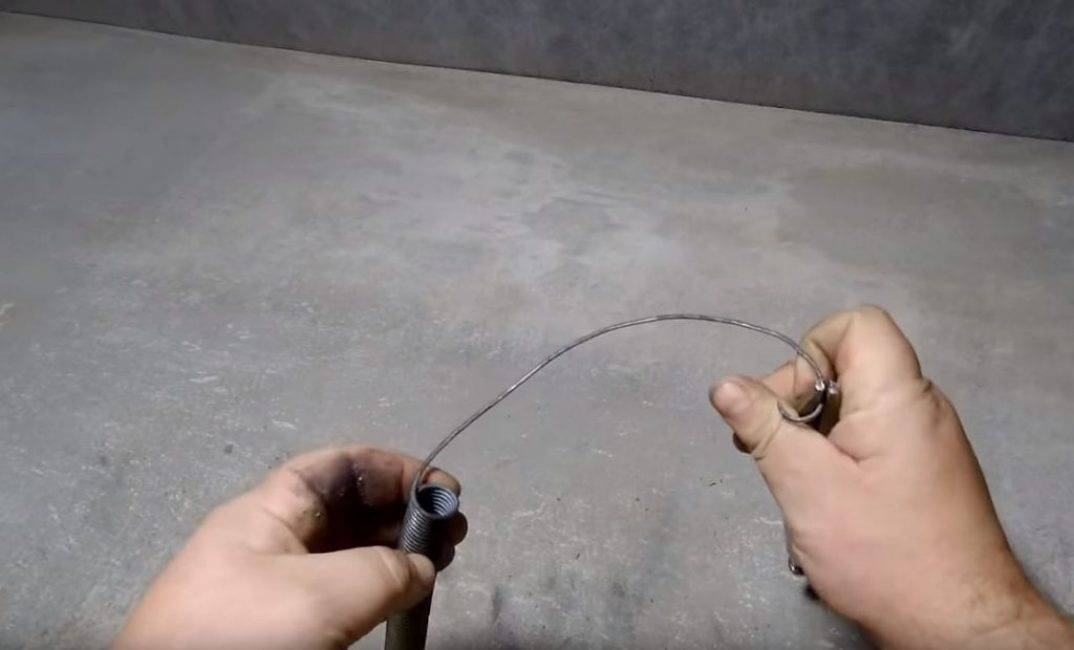
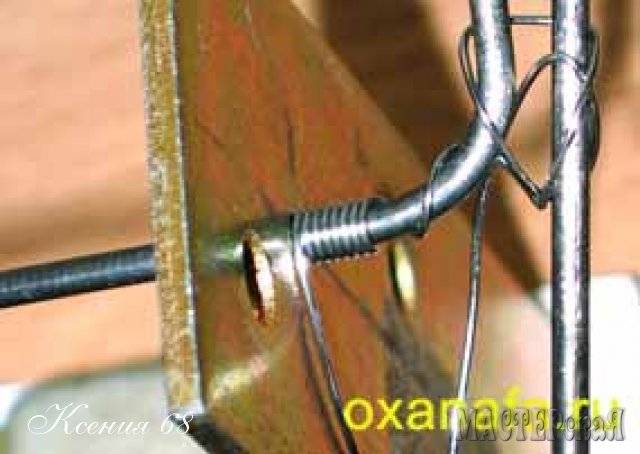
Поворотное устройство для навивки пружины
Самодельное поворотное устройство, играющее главную роль в процессе навивки стальной упругой (закаленной) пружины, представляет собой уменьшенную копию ручки запуска мотора автомобиля, которую можно изготовить своими руками из сварочного электрода или жесткой проволоки нужного диаметра.
Посредине торца штока поворотного устройства должна быть обязательно пропилена прорезь (смотрите позицию «1»). Иначе мы не сможем закрепить конец проволоки, для того чтобы начать навивку спирали пружины. Пропил в торце штока можно сделать шлицовкой или ножовкой по металлу.



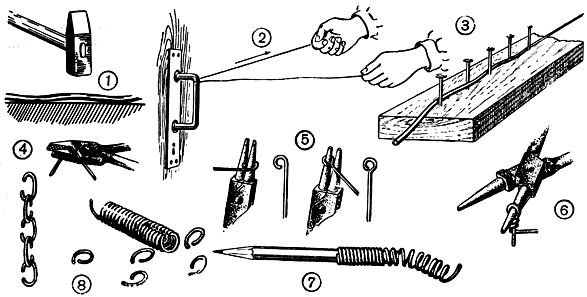

Навивка упругой спирали пружины
Для навивки своими руками спирали пружины из сравнительно толстой упругой проволоки, изгиб вертикальной составляющую ручки (обозначена цифрой «5») следует удлинить. Тогда увеличится плечо ручки и будет полегче работать в процессе изготовления пружины нашему собственному плечу.
Ручку для самостоятельной навивки короткой пружины можно изготовить из обычного длинного гвоздя, обрезав его с двух сторон и согнув так, как показано на эскизе.
Если вы давно дружите с шуруповертом, то для навивки своими руками спирали пружины вам не нужны подсказки на сайте. Начало проволоки закрепляется в кулачковом механизме шуруповерта. Но для натяга проволоки все равно понадобятся слесарные тиски. Смотрите картинку выше по тексту.
С помощью такого же поворотного устройства или шуруповерта можно навить пружину спирали электронагревателя. Только для этого, очевидно, придется увеличить длину штока.
Навивка пружины поверх трубки
Если диаметр гвоздя мал, а требуется изготовить своими руками пружину большего диаметра, то на шток ручки (рабочая горизонтальная часть) следует надеть нужной толщины трубку и навивку пружины произвести поверх трубки.
В торце трубки следует сделать пропил для захода проволоки и производить изготовление пружины обычным порядком.
Для удобства навивки пружины своими руками большой зазор между внутренним диаметром трубки и диаметром штока ручки можно выбрать, намотав на шток “заводилки” бумажную полосу. Последний оборот бумаги приклеивается. Далее на рулон бумаги надевается трубка.
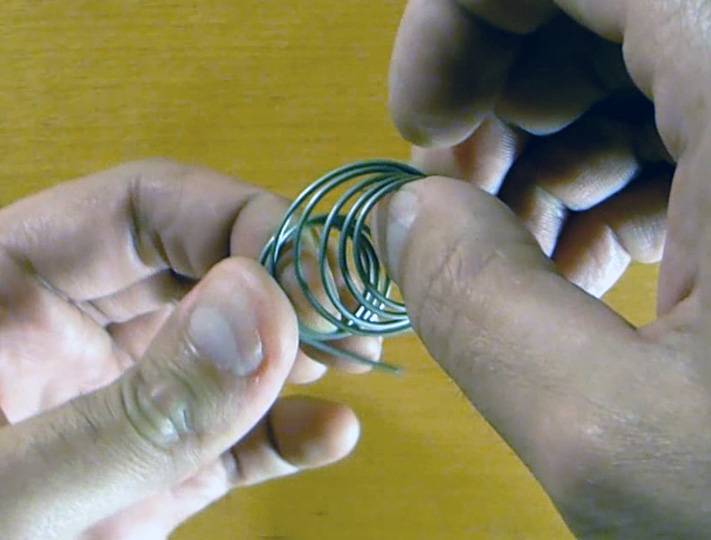
Следует иметь в виду, что снятая со штока, изготовленная из упругой проволоки пружина слегка развивается, после чего диаметр спирали может увеличиться на 15-30%. Все будет зависеть от качества закалки провода и усилия, которое будет приложено при навивке пружины.
Пружинная проволока для изготовления пружины
Чем мягче проволока и больше приложено усилие при протяжке закаленной пружинной проволоки меж губок тисков, тем меньше разовьется изготовленная своими руками пружина.
Вы спросите: “К чему такие сложности, если перед навивкой пружины закаленную проволоку можно просто отпустить, а навитую проволочную спираль закалить?”
Не обольщайтесь. В домашних условиях практически невозможно получить такого же качества закалки навитой из стальной проволоки пружины, как разогретой в заводской термопечи с выдержанным режимом нагрева. Со всеми предсказуемыми последствиями.
Думаю, меня поддержат рыбаки, которым доводилось изготавливать своими руками и затем калить рыболовные крючки.
Как сделать пружину своими руками из проволоки и на производстве: описываем досконально

Стальные пружины могут быть разных конфигураций и не всегда можно приобрести нужного вида – товар достаточно редкий на рынке. По этой причине для своих нужд я их делаю самостоятельно.
Требования к проволоке и ее диаметру
Стальная проволока для изготовления пружины, которая впоследствии будет подвергаться закалке, должна соответствовать требованиям, указанным в ГОСТ 14963-78. Согласно документу она классифицируется по таким признакам:
- способу навивки (холодным способом и горячим);
- способу отделки поверхности (без отделки и с отделкой);
- точности изготовления (нормальная и повышенная);
- классу механических свойств (общего и ответственного назначения);
- диаметру (от 0,5 до 14 мм);
- виду поставки (в прутках или мотках).
На промышленных предприятиях методом холодной навивки изготавливают пружины из проволоки, диаметр которой не превышает 16 мм, горячим способом – вплоть до 80 мм. При этом на производстве они навиваются с помощью вращающейся оправки, подающих роликов и одного или двух упорных штифтов.
Изготавливают изделия из проволоки марок 51ХВА, 70С3А, 65С2ВА, 60С2А, 65Г, 60ХВА с поверхностью шлифованной, полированной или без шлифования и полировки. По этому признаку и способу изготовления проволока выпускается в прутках или мотках таких групп:
- А, Б, В, Г, Е – со специальной отделкой;
- Н – без отделки.
Условное обозначение проволоки в технической документации и на сопроводительных бирках состоит из цифр и букв:
ХХХХХ (1) – Х (2) – Х (3) – Х (4) – ХХ (5) – ХХ (6) ГОСТ 14963-78 (7)
где:
- 1 – марка стали;
- 2 – способ отделки поверхности;
- 3 – точность изготовления;
- 4 — класс механической точности;
- 5 — способ навивки;
- 6 — диаметр в мм;
- 7 — обозначение стандарта.
Например, проволока с полированной поверхностью, изготовленная из стали 60С2А повышенной точности I класса для пружин горячей навивки диаметром 2,0 мм будет иметь следующее обозначение:
60С2А – А – П – I – ГН – 2,0 ГОСТ 14963-78
В государственном стандарте оговариваются допустимые предельные отклонения, овальность и недопустимость наличия определенных видов дефектов, а также способы упаковки и транспортировки.
Расчет пружины
Для этого необходимо воспользоваться таблицей в разделе пружины, чтобы правильно выбрать диаметр стальной проволоки, количество витков и шаг. При этом огромную роль играет то, как должна работать новая пружина – на сжатие или растяжение.
Последняя разновидность пружин может иметь довольно сложную конструкцию, но и ее можно сделать самостоятельно.
Выполнив предварительные расчеты и выяснив толщину проволоки для стальной пружины, шаг и количество витков, а также определив конструкционные особенности и создав чертеж будущей пружины, можно переходить к практическим действиям.
Так же есть специальный софт для расчета всех параметров:
Типичные ошибки
Зажимаем оправку в патроне токарного станка. Вставляем конец стальной проволоки в отверстие в оправке, запускаем вращение и плотно наматываем стальную струну.
Проверив толщину пружины штангенциркулем, кусачками обрезаем проволоку и наблюдаем, как наша пружина увеличивается в диаметре.



К тому же снять ее с оправки будет довольно проблематично – для этого придется обрезать струну в самом начале витка.
Делаем правильно
Зажимаем проволоку на оправке с помощью винта.
Теперь нам необходимо создать натяжение стальной струны перед намоткой.
При помощи обычного куска плотного пластика зажать проволоку в держателе резцов будет недостаточно. Нам понадобится специальное приспособление с направляющей, в котором натяжение проволоки можно регулировать прижимной пластиной из мягкого металла (медь или бронза).
Также необходимо отрегулировать скорость вращения патрона токарного станка и перемещение рабочей платформы для получения нужного шага пружины.
Технология холодной навивки с закалкой и отпуском
Начальные этапы технологии совпадают с идущим до этого процессом. На стадии термические обработки начинаются изменения. Она проходит поэтапно:
- Закалка. Заготовку греют до температуры которая задана, могут выдержать от 2 до 3 часов. Дальше подвергают скоростному охлаждению, погружая в емкость с минеральным маслом или раствором с применением соли. В ходе стадии закалки заготовки должны находиться горизонтально. Это даст возможность избежать из деформации
- Отпуск. Заготовку греют до 200-300° и могут выдержать пару часов для снимания внутренних стрессов и улучшения упругих параметров.
Дальше также проводятся измерительные и контрольные операции. Минувшие контроль заготовки направляют на пескоструйную обработку для снимания окалины. Если понадобится нужно сделать также и дробеструйную обработку для увеличения прочности слоя поверхности металла.
Оканьчивает процесс нанесение покрытия для защиты.
Материалы пружин
Пружины изготовляют из специальных углеродистых и легированных сталей, а также из специальных цветных сплавов. Исходным материалом для изготовления пружин служат проволока, лента, прутки, полоса. Для изготовления витых пружин очень распространено применение высокоуглеродистой пружинной проволоки диаметром до 8 мм (ГОСТ 9389—75)
Материал пружины после соответствующей термообработки должен иметь устойчивые во времени упругие свойства, значительную прочность и большое сопротивление ударным нагрузкам
Кроме того, иногда при выборе материала пружины приходится принимать во внимание его электропроводность, коэффициент температурного расширения и другие специфические условия, в которых должна работать пружина. В приборостроении применяют пружины, изготовленные из стали и других металлов, например, из фосфористой и бериллиевой бронзы, нейзильбера, латуни и т
п. В зависимости от конструкции, способа изготовления и условий работы пружины можно изготовлять из твердого термически обработанного или отожженного материала с последующей термообработкой.
Характеристика пружинных материалов приведена в таблице:
Свойства пружинных материалов
| Наименование материала и марка | Характеристика и применение материала |
| Проволока I-класса | Высокая разрывная прочность и большие остаточные напряжения после волочения и навивки. |
| Проволока классов II и IIА | Отличается от проволоки I класса уменьшенной прочностью при разрыве и повышенной пластичностью. Применяют для пружин, работающих при низких температурах, а также для пружин растяжения со сложными конструкциями зацепов. Проволока класса IIА отличается от проволоки II класса более высокой точностью размеров |
| Марганцовистая сталь 65Г | Усталостная прочность обычная. После термической обработки имеет пружинящие свойства и высокую прочность, плохо сопротивляется ударным нагрузкам, имеет повышенную склонность к образованию закалочных трещин. Применяют для пружин любого типа. Предел рабочих температур от —40 до +120° С |
| Хромоваиадиевая сталь 60ХФА | Теплоустойчивость повышенная (до температуры 400° С). Накаливается до твердости не более HRC 52. Очень плохо воспринимает ударные нагрузки, может работать без покрытий в атмосфере нормальной влажности, имеет высокие упругие и вязкие свойства, является лучшим материалом для пружин I класса |
| Кремнистая сталь 60С2А | Высокий предел усталости, очень хорошо воспринимает резкие ударные нагрузки, имеет высокие упругие и вязкие свойетва, склонна к обезуглероживанию при нагреве, может работать без покрытия в среде нормальной влажности. Устойчива до температуры 250°С. Применяют для пружин I и II классов |
| Кремнистая сталь 70СЗА | После термической обработки имеет высокие упругие и пружинящие свойства при достаточной пластичности, склонна к обезуглероживанию поверхностного слоя |
| Бериллиевая бронза Бр. Б2 | Имеет усталостную прочность; предназначена специально для работы в магнитных полях и агрессивных средах при нормальной температуре и без резких ударов. Применяют для пружин любого типа |
| Кремнисто-марганцевая бронза Бр. КМцЗ-1 | Имеет усталочную прочность; предназначена специально для работы в магнитных полях и агрессивных средах при нормальной температуре без реаких ударов. Применяют для пружин любого типа |
Для пружин, изготовляемых из ленточной стали по ГОСТ 2614—65, применяют сталь марок У8А, У10А, У12А, 65Г, а для особо ответственных пружин—сталь марок 60С2А и 70СЗА. Для токопроводящих пружин или пружин, работающих в магнитном поле, можно применять проволоку из кремнисто-марганцевой бронзы Бр.КМцЗ-1 и для особо ответственных пружин бронзу Бр-Б2.