Можно ли сделать из генератора сварочный аппарат?
Ответим сразу: можно, но не стоит. Лучше использовать автомобильный генератор в качестве источника тока в полевых условиях, и в местах, где у вас просто нет стабильного напряжения в сети. Конечно, это радикальный и спорный метод питания аппарата, но порой сварку необходимо выполнить прямо здесь и сейчас. В таком случае применение автогенератора очень выручает.

Но учтите, что генераторы в современных автомобилях могут запитать аппарат так, что он выдаст не больше 100 Ампер. Тем не менее, даже такая сварка от генератора возможна. И если у вас слабенький инвертор, то он точно заработает от автогенератора. С более мощными аппаратами лучше не рисковать и питать их от специального сварочного генератора, работающего на бензиновом или дизельном топливе.
Сварочник из электромотора
Чтобы изготовить простой сварочный аппарат из статора электродвигателя, необходимо подобрать сам мотор, отвечающий определенным требованиям, а именно, чтобы его мощность была от 7 до 15 кВт.
Совет! Лучше всего использовать двигатель серии 2А, поскольку в нем будет большое окно магнитопровода.
Раздобыть нужный статор можно в местах, где принимают металлолом. Как правило, он будет очищен от проводов и после пары ударов кувалдой раскалывается. Но если корпус изготовлен из алюминия, то чтобы извлечь из него магнитопровод, потребуется отжечь статор.
Подготовка к работе
Поставьте статор отверстием вверх и подложите под деталь кирпичи. Далее, сложите внутрь дрова и подожгите их. После пары часов прожарки магнитопровод легко отделится от корпуса. Если в корпусе имеются провода, то их также после термообработки можно вынуть из пазов. В результате вы получите магнитопровод, очищенный от ненужных элементов.
Данную болванку следует хорошо пропитать масляным лаком и дать ей просохнуть. Для ускорения процесса можно использовать тепловую пушку. Пропитка лаком делается для того, чтобы после снятия стяжек не произошло рассыпание пакета.
Когда болванка полностью высохнет, используя болгарку, удалите стяжки, распложенные на ней. Если стяжки не удалить, они будут выполнять роль короткозамкнутых витков и забирать мощность трансформатора, а также вызывать его нагрев.
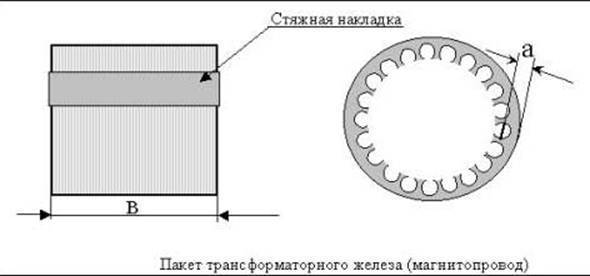
После очистки магнитопровода от ненужных частей потребуется изготовить две торцевые накладки (см. рисунок ниже).

Материалом для их изготовления может послужить либо картон, либо прессшпан. Также нужно изготовить из данных материалов две гильзы. Одна будет внутренней, а вторая – наружной. Далее, нужно:
- установить на болванке обе торцевые накладки;
- затем вставить (одеть) цилиндры;
- все эту конструкцию обмотать киперной или стеклолентой;
- пропитать получившуюся деталь лаком и высушить.
Изготовление трансформатора
После проведения вышеописанных действий из магнитопровода можно будет изготовить сварочный трансформатор. Для этих целей понадобится провод, покрытый тканевой либо стеклоэмалевой изоляцией. Чтобы намотать первичную обмотку, потребуется провод диаметром 2-2,5 мм. На вторичную обмотку потребуется около 60 метров медной шины (8 х 4 мм).
Совет! Чтобы правильно рассчитать количество витков, необходимо иметь трансформатор на 12 В и амперметр, которым можно измерять переменный ток до 5 А.
Итак, расчеты делаются следующим образом.
- На сердечник следует намотать 20 витков провода, имеющего диаметр не ниже 1,5 мм, после чего, нужно подать на него напряжения 12 В.
- Измерьте ток, протекающий в данной обмотке. Значение должно быть около 2 А. Если получилось значение больше требуемого, то количество витков нужно увеличить, если значение меньше 2А, то уменьшить.
- Подсчитайте количество получившихся витков и разделите его на 12. В результате вы получите значение, которое указывает, сколько нужно витков на 1 В напряжения.
Для первичной обмотки подойдет проводник диаметром 2,36 мм, который требуется сложить вдвое. В принципе, можно взять любой провод с диаметром 1,5-2,5 мм. Но прежде нужно просчитать сечение проводников в витке. Сначала нужно намотать первичную обмотку (на 220 В), а затем – вторичную. Ее провод должен быть изолированным по всей длине.
Если во вторичной обмотке сделать отвод на участке, где получается 13 В, и поставить диодный мост, то данный трансформатор можно использовать вместо аккумулятора, если требуется завести автомобиль. Для сварки напряжение на вторичной обмотке должно быть в пределах 60-70 В, что позволит использовать электроды диаметром от 3 до 5 мм.
Для изготовления корпуса использовать металл не рекомендуется. Лучше его сделать из текстолита или пластика. В местах крепления катушки к корпусу нужно проложить резиновые прокладки для уменьшения вибрации и лучшей изоляции от токопроводящих материалов.

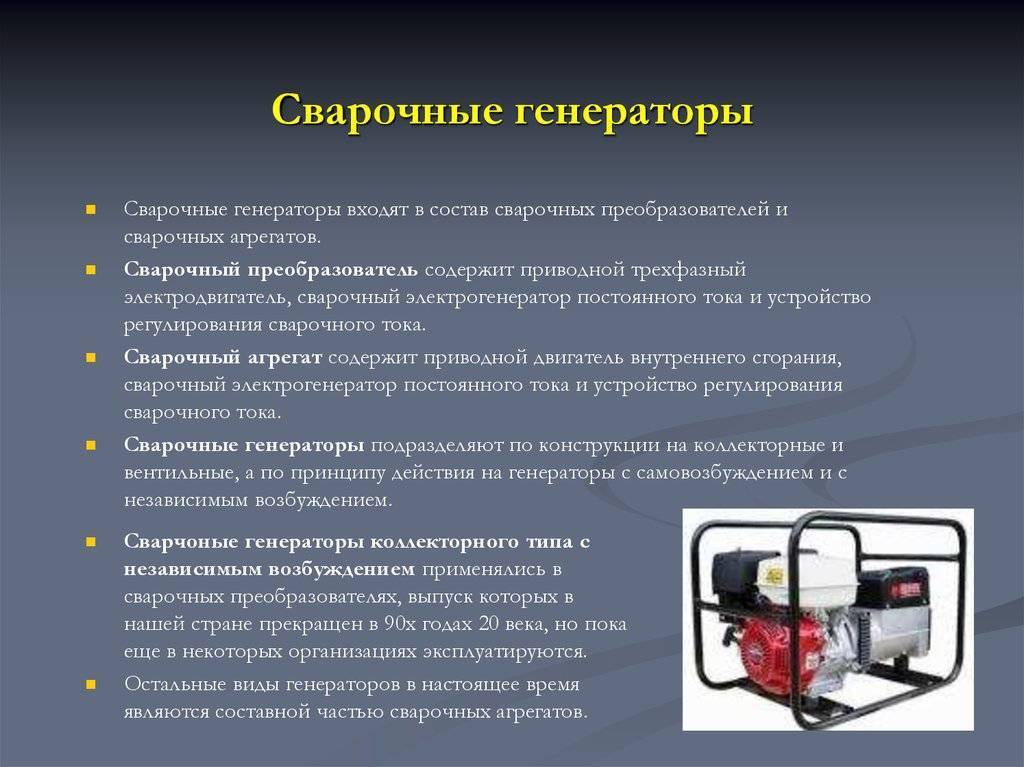
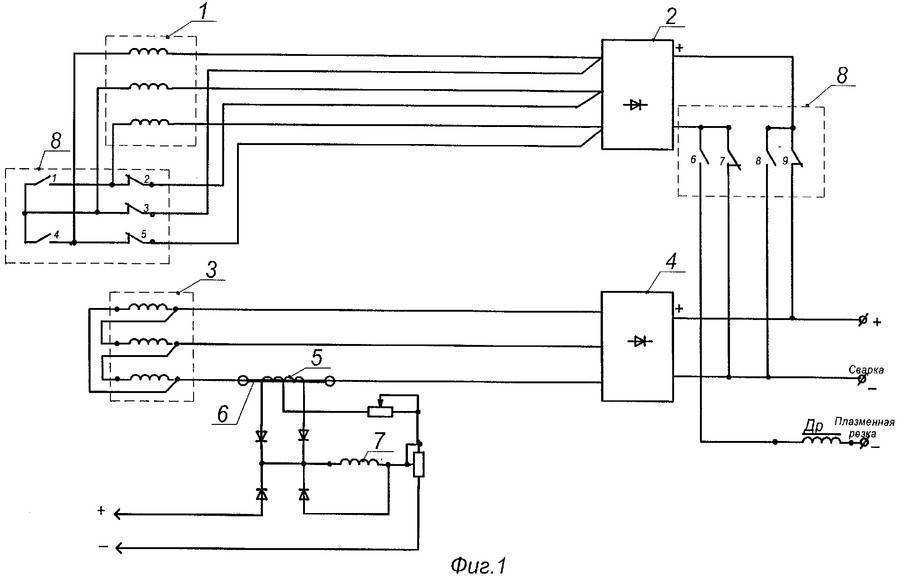
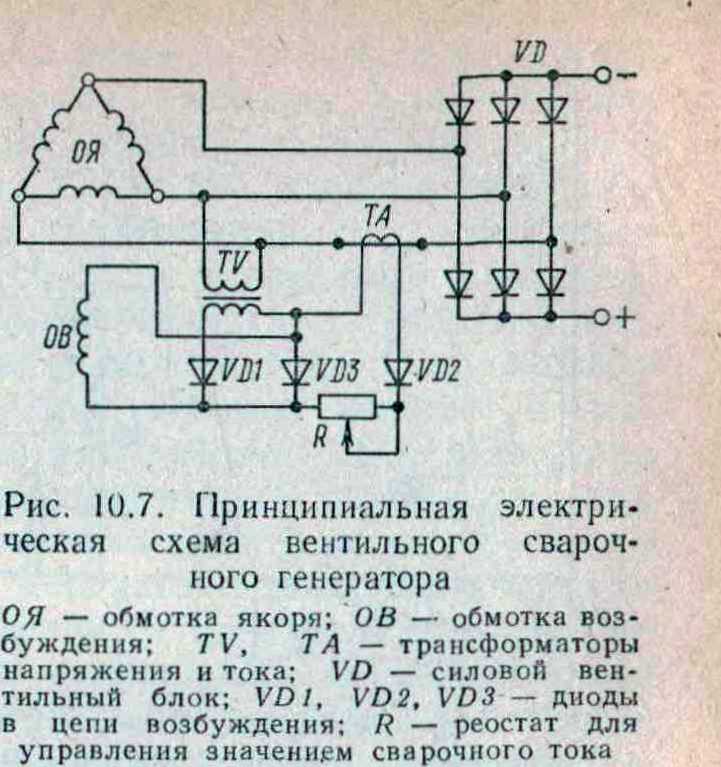
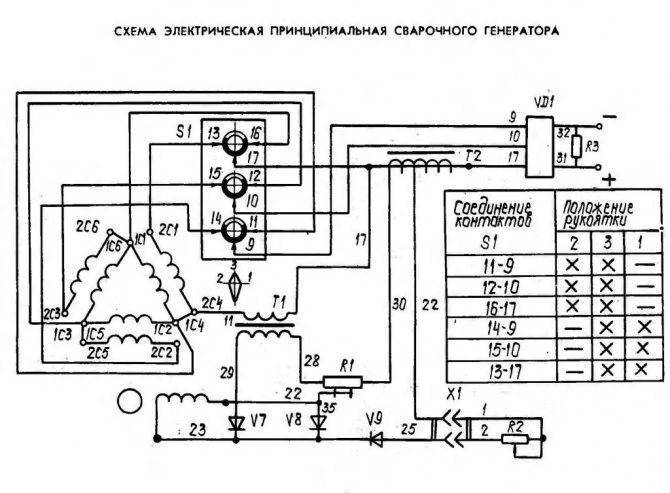
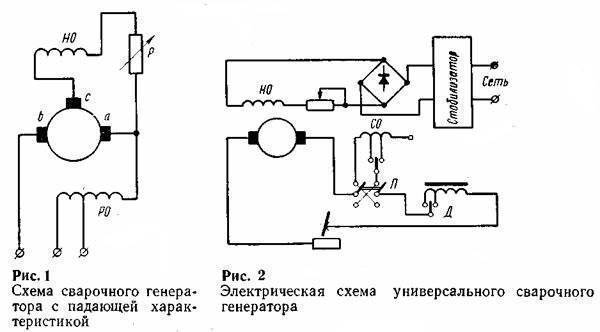
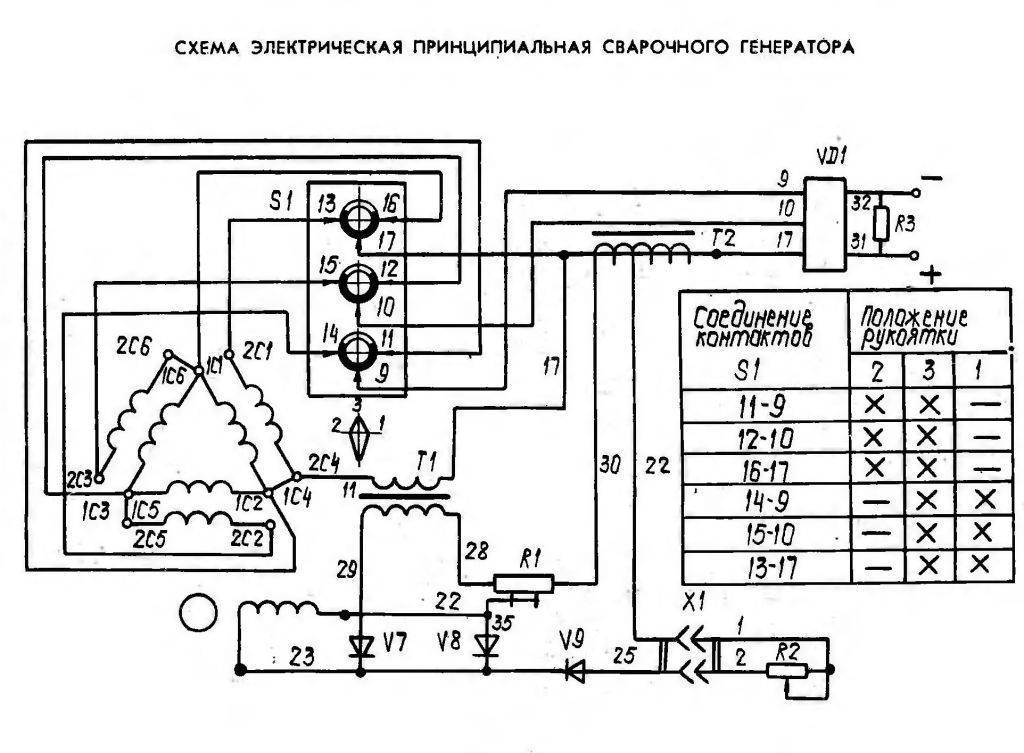
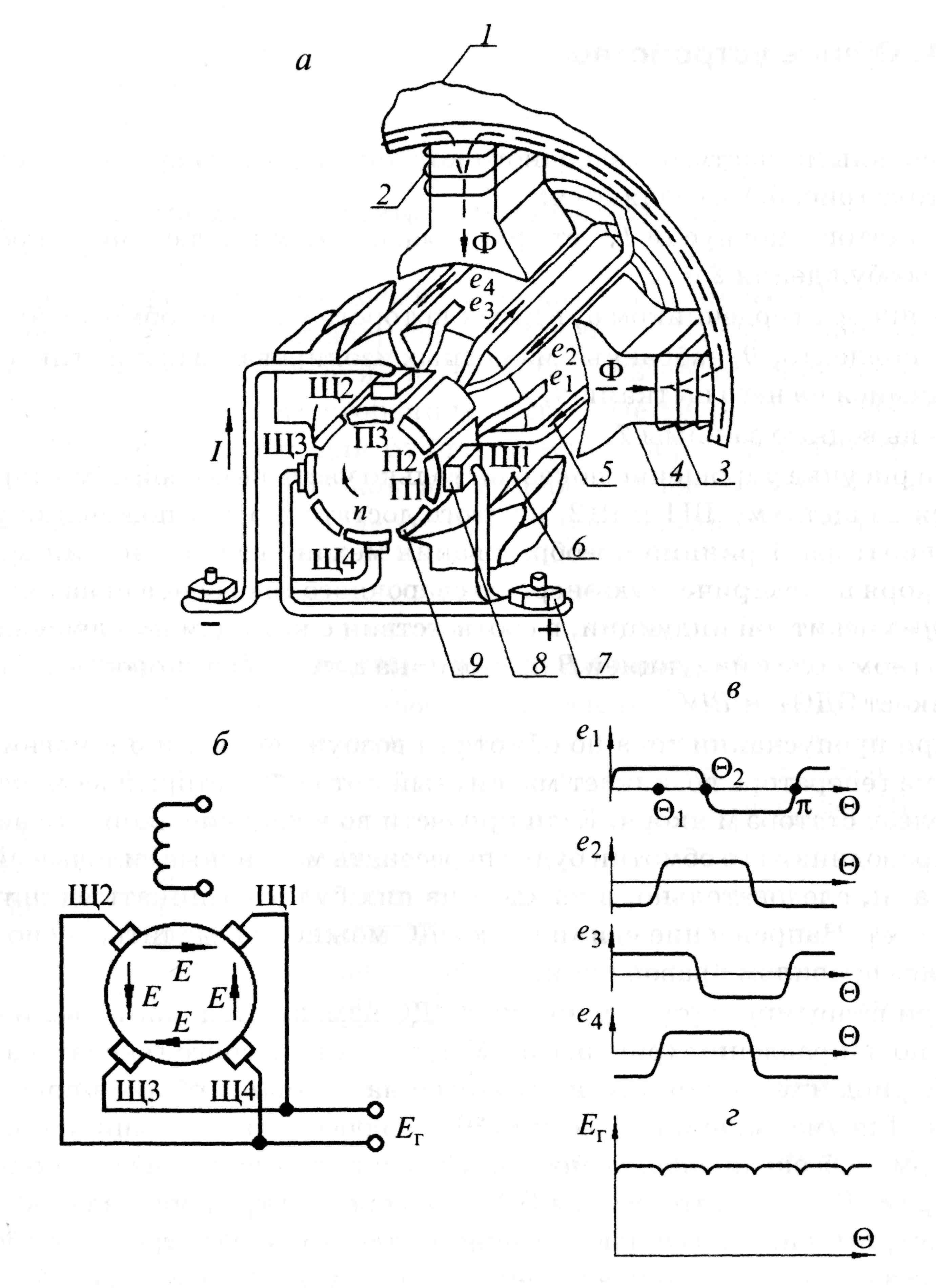
Принцип работы сварочного генератора.
В сварочный генератор включаются несколько ключевых узлов:
Его можно намотать самостоятельно, при наличии трансформаторного железа и провода из меди с подходящим сечением. Все необходимые показатели (площадь сечения, а также диаметры проводов) рассчитываются исходя из планируемой мощности генератора. От этих показателей зависит максимальный диаметр используемых сварочных электродов.
Визуально это – мост из достаточно мощных диодов. Уровень мощности рассчитывается исходя из величины тока, планируемого для сварочного трансформатора. Так, если планируется использовать пятимиллиметровые сварочные электроды , сварочный ток может доходить до 150-200в. Выпрямитель устанавливается на термостойкой стеклотекстолитовой пластине (можно также использовать гетинакс). В процессе эксплуатации мощные вентиля нагреваются.








Это ступенчатый либо плавный реостат, основная функция которого заключается в изменении величины тока в целях обеспечения оптимального режима сварки.
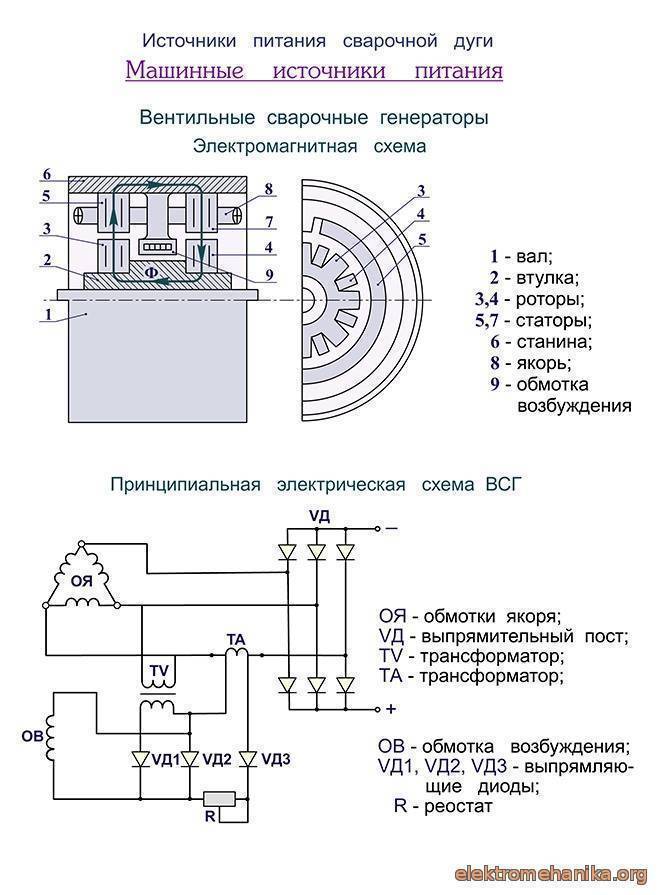
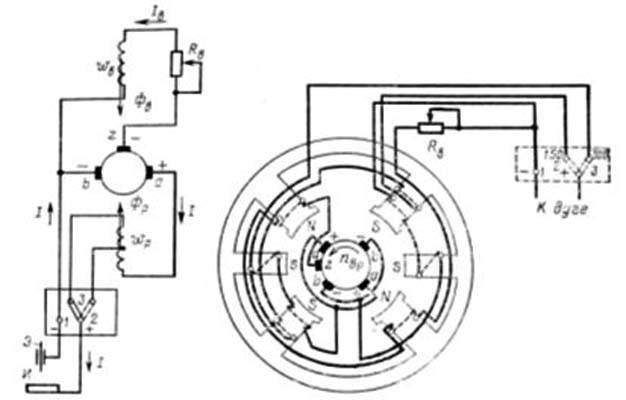
- Последовательная обмотка дает размагничивание, обмотка возбуждения остается независимой. Питание происходит через выпрямитель. С помощью полученного магнитного потока напряжение индуктируется на генераторе с последующим возбуждением дуги. Путем переключения числа витков последовательной обмотки можно регулировать сварочный ток до оптимальной величины.
- Размагничивание идет через последовательную обмотку. Обмотка возбуждения идет параллельно. При изготовлении таких генераторов понадобится ферромагнитная сталь, в магнитных полюсах содержится остаточный магнетизм. Источником питания может послужить двигатель, причем как бензиновый, так и дизельный.
Актуальность светодиодного освещения в 2020 году: экономичность, плюсы и минусы
05. 07. 2020
Аппарат для сварки из мотора
Чтобы собрать простой агрегат из статора, выбирают электродвигатель, имеющий нужные параметры. Рекомендуется использовать мотор 2А мощностью 7-15 кВт с большим окном магнитопровода. Для изготовления аппарата выполняют следующие действия:
- Устанавливают статор на кирпичи. Внутрь укладывают дрова, поджигают их. Через несколько часов прожарки магнитопровод отделяется от корпуса. При необходимости кабели также удаляют после термической обработки.
- Полученную заготовку пропитывают масляным лаком, просушивают. Ускорить процесс помогает тепловая пушка. Лаковая пропитка препятствует рассыпанию конструкции после удаления стяжек, необходимого для повышения мощности трансформатора.
- Из картона делают 2 торцевые заготовки. Из этого же материала изготавливают 2 гильзы — внешнюю и внутреннюю.
- Устанавливают накладки на заготовку. Монтируют цилиндры, обматывают конструкцию стеклолентой. Покрывают деталь лаком, просушивают.
- Наматывают на полученный сердечник 20 витков медной жилы толщиной более 1,5 мм, подают напряжение в 12 В. Замеряют силу тока, она должна составлять около 2 А. При получении большего значения увеличивают число витков, и наоборот.
- Подсоединяют один конец вторичной намотки к диодному мосту. Так трансформатор можно будет использовать для запуска автомобиля вместо аккумулятора. Для сварки напряжение должно составлять 60-70 В. Аппарат будет совместим с электродами диаметром 3-5 мм.
- При наличии свободного места добавляют 4 витка медной шины. Так получают отличный агрегат для точечной сварки тонкого листового металла.
- Изготавливают корпус из пластика или текстолита. В местах соединения катушки с кожухом устанавливают резиновые прокладки.

Как работает электрогенератор
Принцип работы электрогенератора основывается на физическом явлении электромагнитной индукции. Проводник, проходящий через искусственно созданное электромагнитное поле, создает импульс, который преобразуется в постоянный ток.
Генератор имеет двигатель, который способен вырабатывать электричество, сжигая в своих отсеках определенный вид топлива: бензин, газ или дизельное топливо. В свою очередь топливо, попадая в камеру сжигания, в процессе горения вырабатывает газ, который вращает коленчатый вал. Последний передает импульс ведомому валу, который уже способен предоставить определенное количество энергии на выходе.
Принцип работы устройства достаточно прост, но ровно до тех пор, пока нет необходимости рассмотрения каждого отдельного процесса. Нужно понимать, что закон Фарадея о принципах магнитной индукции, который используется в электрогенераторе, даст желаемый результат только тогда, когда будут созданы определенные условия. Главным из них является правильный расчет и соединение главных конструктивных единиц.
Независимо от потребляемого топлива и мощности, электрогенераторы имеют два основополагающих механизма: ротор и статор. Ротор необходим для создания электромагнитного поля, поэтому в его основе лежат магниты, равноудаленные от сердечника. Статор неподвижен, позволяет приводить ротор в движение, а также регулирует электромагнитное поле, за счет наличия металлических блоков из стали.
Вариант изготовления электрогенератора своими руками показан на видео
«Плие»
Цель техники — почувствовать работу бедер, икроножных, абдоминальных мышц, напряжение в пояснице.
- Из прямого положения корпуса и широкой постановки ног разворачиваем стопы наружу. Гантель удерживаем обеими руками перед грудью.
- Втягиваем живот к позвоночнику, распрямляем плечи.
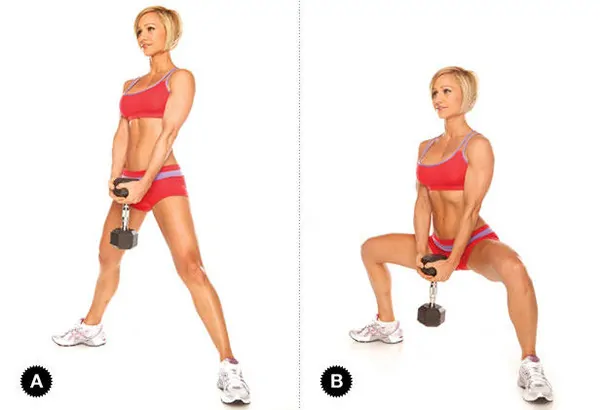
Задерживаемся в статике на 30 -50 секунд.
Как сделать своими руками сварочный агрегат?
После изучения главных особенностей процесса сборки, можно приступать непосредственного к сборке самодельного оборудования.
На сегодняшний день существует большое количество различных способов и рекомендаций, как лучше собрать самодельный сварочный аппарат любого вида – с переменным или постоянным током, импульсные или инверторные, автоматические или полуавтоматические.
Достаточно глубоко в эту тему уходить не стоит, поскольку один из самых простых способов собрать аппарат для сварки своими руками, это использование трансформатора.
Его особенность – работа с переменным током, благодаря чему обеспечивается выполнение качественного шва при сваривании металлических поверхностей. Такое оборудование может справиться с любой бытовой работой, где необходимо сварить металлические либо стальные конструкции
Чтобы изготовить его необходимо подготовить:
- Несколько метров кабеля с большой толщиной.
- Материал для сердечника, который будет располагаться в трансформаторе. Сам материал должен обладать повышенной проницаемостью с примагничиванием.
Оптимальный вариант, когда сердечник в форме стрежня имеет букву «П». В некоторых случаях разрешено применять данную деталь в более измененной форме, к примеру, круглой из статора, изготовленной из поврежденного электрического двигателя.
Однако стоит обратить внимание, что на такую форму обмотки накручиваются труднее. Лучше всего, когда сечение сердечника для классического сварочного оборудования, сделанного своими руками и используемого в бытовых целях, имело площадь около 50 см2
Чтобы оборудование имело доступный вес, не стоит увеличивать в объеме сечение, однако технический эффект будет не на высшем уровне. Если площадь сечения вам не подходит, то её удастся посчитать самостоятельно, используя специальные схемы и формулы.







Первичная обмотка должны быть изготовлена из провода из меди, который будет обладать повышенными характеристиками: термическая стойкость, поскольку в процессе эксплуатации конструкции данная детали очень сильно нагревается.
Такая деталь должна обладать хлопчатобумажной либо стеклотканевой изоляцией. На крайний случай, возможно использовать провод из резины с изоляцией либо резиновую ткань, однако опасайтесь полихлорвиниловой обмотки.
Изоляция также изготавливается своими руками, с использованием хлопчатобумажной либо стеклоткани, а точнее её части по 2 см в ширину. Благодаря этим кускам получится обмотать провод, а затем пропитать его с помощью любого лака с электротехническим назначением. Такая изоляция не будет перегреваться после регулярного функционирования.
Аналогично приведенным выше расчетам удастся посчитать, какая площадь сечения обмотки – первичной и вторичной будет самой оптимальной. Зачастую вторичная обмотка имеет площадь около 30 мм2, а первичная обмотка до 7 мм2, с использованием стержня в 4 миллиметра диаметром.
Кроме этого простым способом нужно определить, насколько будет протягиваться кусок провода из меди и сколько витков понадобится, чтобы накрутить две обмотки. После этого наматываются катушки, а каркас изготавливается при помощи геометрических параметров магнитопровода.
Главное проследить, чтобы при надевании магнитопровода не было никаких сложностей. В первую очередь, необходимо правильно подобрать размер сердечника. Его лучше всего изготавливать по помощи электротехнического картона либо текстолита.
По такому же аналогу удастся изготовить конструкцию для сварки мелких деталей. Для дома можно использовать сварочный аппарат «мини» маленького размера.
Популярные бренды
На рынке представлен широкий ассортимент различных бензиновых и дизельных сварочных генераторов. В данном обзоре представлены к рассмотрению самые интересные, на наш взгляд, модели устройств.
Генератор для сварочного инвертора должен полностью удовлетворять запросам, предъявляемым самим оборудованием. Зачастую правильные параметры необходимо рассчитывать заранее.
Прекрасным выбором будет бензиновая станция Кратон GWG-5,0/180, совмещающая в себе электрогенератор со сварочным аппаратом. Наиболее полезен подобный агрегат будет различным аварийным службам и строителям. Стоит отметить, что и в гараже, а также в маленькой мастерской такое оборудование никогда не станет лишним.
Тут уже совмещены такие узлы, как электрогенератор и сам сварочный аппарат. Отмеченное положение вещей избавляет потребителя думать о совместимости данных компонентов.
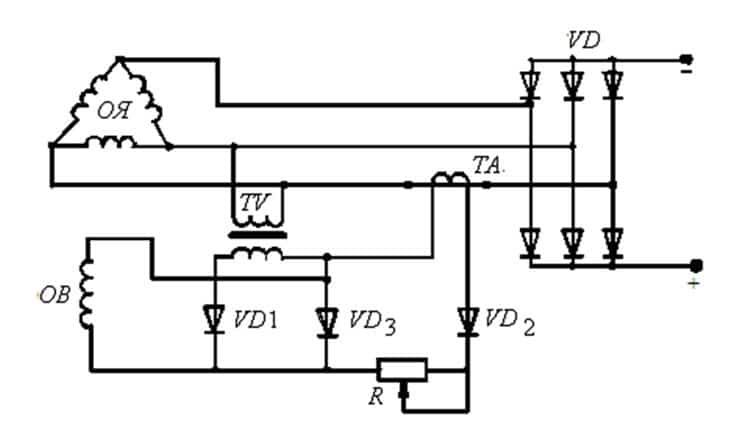
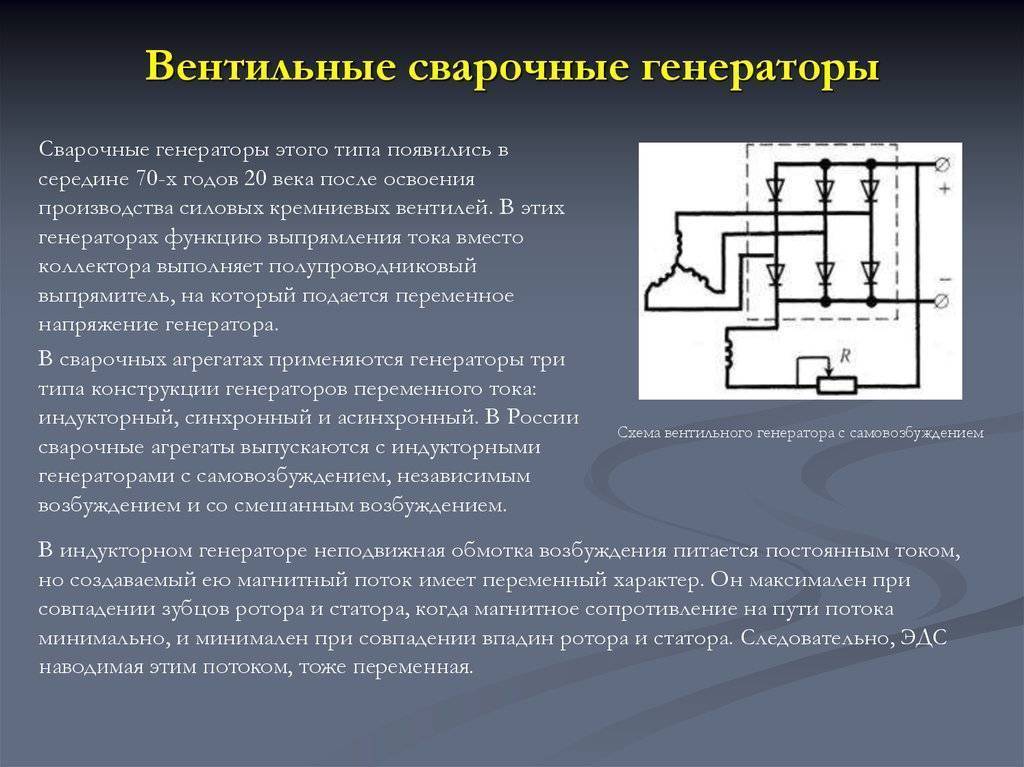
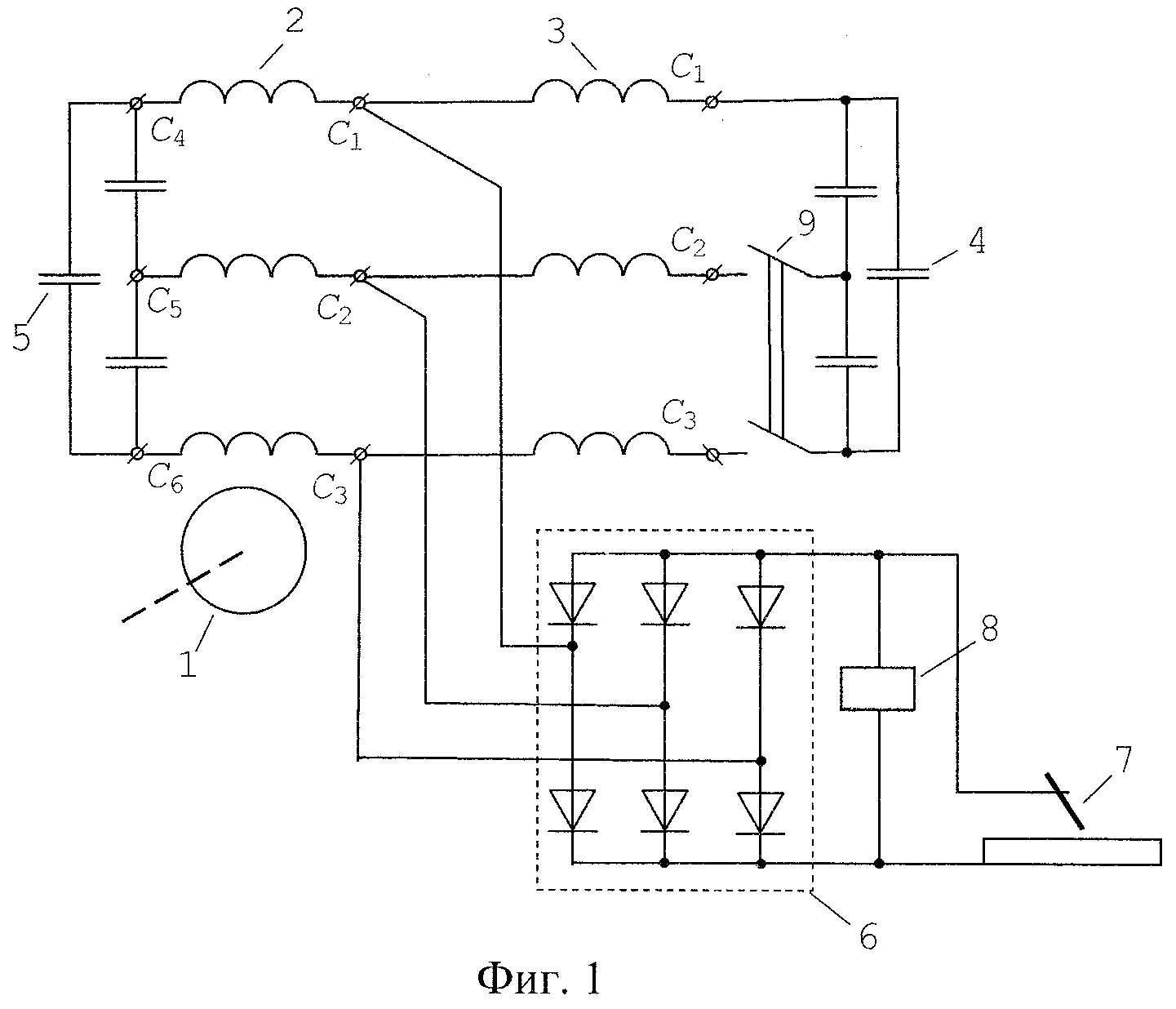
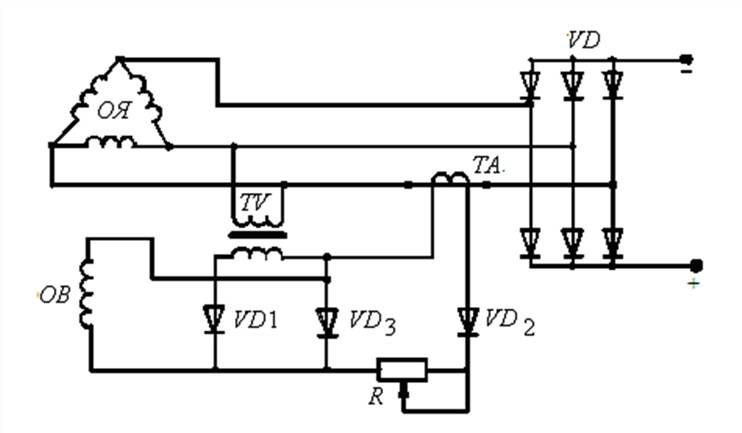
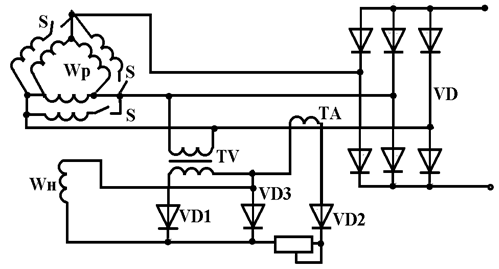
Принципиальная схема вентильного генератора.
Кроме того агрегат отличается наличием колес и откидных ручек, делающим его удобным в транспортировке. Среди доступных панелей следует выделить вольтметр, устройства защиты и замок зажигания.
Gesan GS 210 DCH – еще один отличный вариант, совмещающий в себе сразу и генератор и сварочный аппарат. Подобная комбинация станет незаменимой в выполнении различных строительных или ремонтных работ в условиях отсутствия электроэнергии.
Не стоит забывать и о том, что даже доступность в непосредственной близости электрической сети не может гарантировать наличие достаточной мощности. Да и напряжение достаточно часто сильно отличается от заявленных 220 вольт. Стоит ли вспоминать о больших потерях, происходящих в длинных электрических кабелях, протянутых от розетки к устройству.
Все отмеченные факторы негативно скажутся на качестве выполнения работы. В связи с этим выбор станции Gesan GS 210 DCH будет весьма уместным.
Бензиновые станции с возможностью работы методами MMA и TIG-DC пользуются спросом у незначительного круга людей. В основном это специалисты, профессионально занимающиеся сваркой. К подобным установкам относятся модель Telwin Motoinverter 254 CE.
Аппарат применяется в тех же сферах, что и другие устройства: в строительстве и в ремонте. Иначе говоря, все, кто нуждается в электроэнергии в отсутствии доступа к сети, приобретают такие агрегаты.
Кроме того к аппарату можно подключать приборы с потребляемой мощностью до трех киловатт. Для упрощения процесса сварки тут предусмотрены различные дополнительные функции: горячий старт, Anti-Stick, Arc Force.
https://www.youtube.com/watch?v=MXDzKmpZEO4
ТИП
Какой мощности нужен генератор для инверторной сварки
Генератор для сварки должен быть мощным и надёжным, в противном случае, он быстро выйдет из строя. На сегодняшнее время существуют различного типа генераторы, синхронные и асинхронные, а также инверторные (см. на сайте mmasvarka.ru). Для подключения сварочного инвертора необходимо приобретать только асинхронный генератор, работающий на бензине или дизельном топливе.

Теперь что касается мощности генератора, она, как было сказано выше, должна быть выбрана с небольшим запасом (20-25%), чтобы генератор при подключении сварки не уходил в защиту. Мощность генератора следует подбирать исходя от мощности подключаемого к нему сварочного инвертора. Узнать мощность инвертора можно в документации к нему. При этом не следует путать кВт и кВА, поскольку это совершенно разные значения.




Как перевести кВА в кВт
- кВА — это номинальная мощность электроприбора;
- кВт — активная мощность.
Очень часто в паспорте к сварочному инвертору мощность указывается не в кВт, а в кВА, поэтому нужно уметь перевести кВА в кВт. Для этого достаточно воспользоваться следующим примером, где 10 кВА * 0,8= 8 кВт. Таким образом, после необходимых расчётов, становится понятным, сколько именно потребляет сварочный инвертор в нагрузке.

При этом нужно учитывать и сварочный ток, который выдаёт инвертор. Чем больше сварочный ток, тем больше будет создавать нагрузку инвертор на электросеть или работать на пределе своих возможностей. Поэтому, если нужно варить электродами 3 или 4 мм, от генератора, то нужно быть готовым к тому, что генератор мощностью в 2,5-3 кВт будет абсолютно непригодным для этих целей.
Вход в Страну Мастеров
Что нужно знать для сборки самодельного сварочника?
Чтобы изготовить мини сварочный аппарат своими руками из подручных средств, без особых финансовых затрат и сил нужно понимать как функционирует оборудование, после чего можно приступать к его производству в домашних условиях.
В первую очередь стоит определить нужную мощность подачи тока самодельного оборудования для сварки. Соединение деталей массивной конструкции требует большей интенсивности тока, а сварочные работы с тонкими металлическими поверхностями – минимальной.
Значение силы тока связано с выбранными электродами, которые будут использоваться в процессе. При сварке изделий до 5 миллиметров необходимо использовать стержни до 4 миллиметров, а в конструкции с 2 миллиметрами толщиной, стержни должны быть 1,5 миллиметра.
При использовании электродов в 4 миллиметра, сила тока регулируется до 200 ампер, в 3 миллиметра до 140 ампер, в 2 миллиметра – до 70 ампер и для самых маленьких до 1,5 миллиметров – до 40 ампер.
Сформировать дугу для сварочного процесса можно самому, используя сетевое напряжение, которое получается за счет работы трансформатора.
В комплект этого оборудования входит:
- магнитопровод;
- обмотка – первичная и вторичная.
Трансформатор удастся изготовить самостоятельно. Для магнитопровода используются пластины из стали либо другого прочного материала. Обмотки необходимы чтобы непосредственно выполнять сварочную работу и иметь возможность подключать агрегат для сварки к сети в 220 вольт.
Специализированные оборудования обладают дополнительными устройствами, обеспечивающими повышение качества и мощности дуги, что дает возможность самостоятельно регулировать значения силы тока.
Для сварочного оборудования, изготовленного в домашних условиях, не обязательно применять дополнительные приспособления. Смотря на значение силы тока, можно выбрать величину мощности трансформатора, а чтобы рассчитать мощность, необходимо показатель тока, который используется во время эксплуатации оборудования, помножить на 25.
Полученный результат умножается на 0,015, где на исходе получается необходимое значение диаметра магнитопровода. Чтобы рассчитать нужное сечение обмотки достаточно мощность поделить на 2000, а затем полученное число помножить на 1,13.
Чтобы посчитать, сколько необходимо намотать витков проводки, необходимо поделить площадь сечения магнитопровода пополам.
Если вы планируете изготовить простой сварочный аппарат своими руками, то нужно отметить, что сам процесс сварки бывает нескольких видов – мягкий и жесткий, на это влияет напряжение, которое есть на зажиме оборудования.
За счет этого параметра можно установить свойства внешнего тока для сварочного процесса, который также делится на пологопадающий, крутопадающий и возрастающий.
Большинство специалистов рекомендует применять источники тока с пологими либо крутопадающими особенностями. Они имеют минимальное изменение тока, когда колеблется электродуга, что дает возможность сваривать металл в домашнем быту.
Рецепт приготовления саке в домашних условиях
Изготовление саке в домашних условиях довольно сильно напоминает технологию производства пива, однако кардинально отличается методом подготовки закваски. Главное отличие заключается в том, что для хмельного напитка изготавливают солод путем проращивания зерна, а в нашем случае используемый в рецепте рис сбраживается, а не проращивается.
Прежде чем приступить к непосредственному созданию японского саке, необходимо сделать два вида закваски. Вы можете использовать магазинные аналоги, однако не существует никакой гарантии, что в процессе хранения ингредиентов были соблюдены все правила и продукты все еще в надлежащем состоянии.
Как сделать закваску кодзи
Для приготовления закваски кодзи понадобятся следующие компоненты:
| Ингредиенты | Количество |
| круглый рис | 800 г |
| семена коджи-кин | 10 г |
Процесс приготовления
- Тщательным образом промываем рис проточной водой до тех пор, пока жидкость не станет чистой и прозрачной.
- Откидываем рисовые зерна на сито или дуршлаг, после чего оставляем в таком виде на час, позволяя лишней жидкости стечь естественным путем.
- Варим рис на пару удобным для вас способом. Для этого можно использовать мультиварку или пароварку. Ни в коем случае не используйте для изготовления саке рис, сваренный обычным способом.
- Готовую кашу охлаждаем до комнатной температуры, после чего посыпаем ее семенами коджи-кин.
- Марлю или хлопковую ткань хорошенько смачиваем в холодной воде, а затем выстилаем ее поверх семян и риса.
- Оставляем массу в таком виде для активации брожения приблизительно на 14-16 часов.
- Как только рис приобретет белоснежный цвет и станет явственно ощутим выраженный запах сыра, значит, закваска готова и можно приступать к приготовлению следующей закваски.
Как сделать закваску мото
Для приготовления закваски мото понадобятся следующие компоненты:
| Ингредиенты | Количество |
| пропаренный рис | 180 г |
| закваска кодзи | 75 г |
| кипяченая вода | 270 мл |
| сухие пекарские дрожжи | 5 г |
Процесс приготовления
- Пропаренный рис промываем проточной водой до получения чистой и прозрачной жидкости.
- Откидываем чистый ингредиент на сито или дуршлаг и оставляем на час, дабы максимально избавиться от лишней воды.
- Отвариваем пропаренный рис в мультиварке или пароварке.
- Готовую кашицу смешиваем с закваской кодзи, после чего добавляем кипяченую теплую воду.
- Последним засыпаем сухие дрожжи и тщательно размешиваем получившуюся массу.
- Перекладываем приготовленную смесь в стеклянный сосуд, после закрываем его плотной крышкой и перемещаем в холодильник ровно на 10 суток. В обязательном порядке взбалтываем содержимое банки ежедневно.
- По истечении данного периода времени закваска должна приобрести кремовую консистенцию.
Как сделать саке
Теперь пришел черед изготовления японского традиционного напитка под названием саке. Нам понадобятся следующие составляющие в таких пропорциях:
| Ингредиенты | Количество |
| пропаренный рис | 3 кг |
| закваска кодзи | 700 г |
| закваска мото | 500 мл |
| вода | 4 л |
Процесс приготовления
- Рисовые зерна моем, сушим и отвариваем на пару.
- В отдельной миске смешиваем 380 г остывшего готового риса, 450 мл воды, 200 г закваски кодзи и 500 мл закваски мото.
- Получившуюся массу перекладываем в стеклянный сосуд и оставляем в теплом месте на одни сутки, предварительно завязав марлевую ткань на горлышке емкости. На протяжении этих суток пару-тройку раз перемешиваем содержимое сосуда, дабы рис быстрее впитал в себя жидкость.
- На второй день добавляем в сосуд еще 750 г риса, 1,2 литра воды и 225 г закваски кодзи.
- Тщательно все размешиваем и возвращаем бутыль на прежнее место.
- Настаиваем продукт в течение 12 часов, при этом не забывая размешивать содержимое.
- По прошествии указанного времени добавляем оставшиеся компоненты, размешиваем массу и настаиваем ее в тепле до получения желаемой крепости. Выдержав напиток в течение 10 суток, вы получите крепость 15 оборотов, по прошествии 20 суток – приблизительно 20 оборотов.
- Готовый саке процеживаем через ватный и марлевый фильтр, после чего разливаем его по бутылкам.
- Отправляем спиртное в холодильник для дальнейшего созревания на неделю. Максимальный срок хранения саке в прохладном месте не превышает одного месяца.
Самая элементарная схема агрегата
Простой в сборке аппарат, собранный своими руками, надо подключать к сети с напряжением переменного тока в 220 Вольт.
Самая простая схема – это схема для импульсного способа сварки, который придуман радиолюбителями. Такая сварка применяется, чтобы прикрепить провода к плате из металла.







Чтобы соорудить данное приспособление своими руками, не нужно делать ничего сложного, потребуется только пара проводов и дроссель. Дроссель можно вынуть из люминесцентной лампы.
Регулятор силы тока вполне можно заменить плавкой вставкой. Проводами лучше запастись в большом количестве.
Чтобы подключить электрод к плате, берется дроссель. Электродом может послужить зажим типа «крокодил». Готовый агрегат нужно подсоединить к сети, воткнув в розетку вилку.
Зажимом, связанным с проводом, нужно быстро коснуться свариваемого участка на плате.
Так появляется сварочная дуга. Во время ее возникновения существует опасность, что сгорят предохранители, расположенные в электрощите.
От этой опасности предохранители оберегает плавкая вставка, сгорающая быстрее.
Такое устройство постоянного тока – это и есть самый простой сварочный аппарат. С держаком электрода он соединяется проводами.
Но работать с ним представляется возможным только в домашних условиях, так как данная схема лишена важных деталей – выпрямителя и регулятора тока.
Изготовление мощного трансформатора
Сборку осуществляют в несколько шагов.
Что потребуется
Для создания трансформатора своими руками понадобятся электротехническая сталь, медные провода, изоляционный материал, крепежные элементы.
Упрощенная формула расчета
Если возможность выполнения сложных вычислений отсутствует, можно воспользоваться типовыми параметрами, к которым относятся:
- напряжение во время сварки — 18-25 В;
- сила тока на первой обмотке — 25 А, на второй — 120-150 А;
- напряжение во время охлаждения — 55-60 В.
Процесс сборки
Для изготовления сердечника потребуются стальные пластины толщиной 0,35-0,55 мм.
Г-образные пластины укладывают так, чтобы они образовывали прямоугольник. После получения сердечника нужной толщины угловые части пластин скрепляют болтами. Конструкцию зачищают надфилем, изолируют. После этого выполняют намотку стандартным способом.
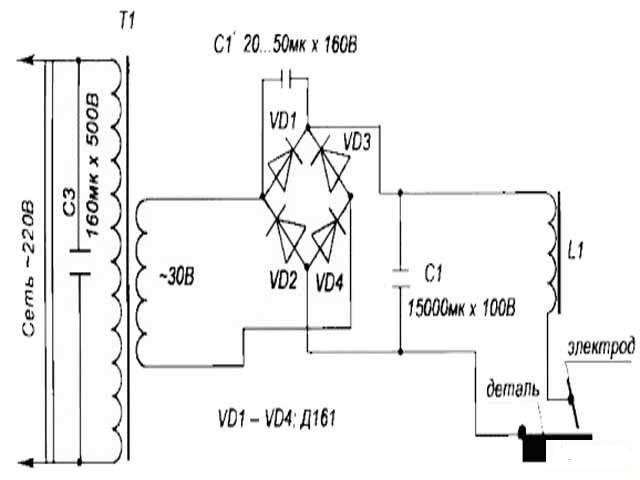
Добавление сварочного выпрямителя
Самодельный трансформатор представляет собой простой блок питания. Стабилизатор напряжения устроен также, как подобная деталь зарядного устройства телефона. В стандартную схему диодного моста включают конденсаторы, нейтрализующие переменные импульсы. Выпрямитель можно изготовить и без этих деталей, однако прочность шва будет более низкой.
Для изготовления моста применяют диоды Д161-250. Поскольку под нагрузкой они выделяют тепловую энергию, требуется установка радиаторов. Диоды фиксируются на них болтами. Рядом с радиаторами устанавливают вентилятор, отводящий тепло в окружающую среду.
Особенности намотки обмоток.
Существуют следующие правила намотки обмоток сварочного аппарата:
- Намотка должна производится по изолированному ярму и всегда в одном направлении (например, по часовой стрелке).
- Каждый слой обмотки изолируют слоем хлопчатобумажной изоляции (стеклоткани, электрокартона, кальки), желательно с пропиткой бакелитовым лаком.
- Выводы обмоток залуживают, маркируют, закрепляют хлопчатобумажной тесьмой, а на выводы сетевой обмотки дополнительно надевают хлопчатобумажный кембрик.
- При некачественной изоляции провода, намотку можно производить в два провода, один из которых хлопчатобумажный шнур или хлопчатобумажная нить для рыболовства. После намотки одного слоя обмотку с хлопчатобумажной нитью фиксируют клеем (или лаком) и только после его высыхания наматывают следующий ряд.
Сетевую обмотку на магнитопроводе стержневого типа можно расположить двумя основными способами. Первый способ позволяет получить более “жесткий” режим сварки. Сетевая обмотка при этом состоит из двух одинаковых обмоток W1, W2, расположенных на разных сторонах сердечника, соединенных последовательно и имеющих одинаковое сечение проводов. Для регулировки выходного тока на каждой из обмоток делают отводы, которые попарно замыкаются.
Второй способ намотки первичной (сетевой) обмотки представляет намотку провода на одной из сторон сердечника. В этом случае сварочный аппарат имеет крутопадающую характеристику, варит “мягко”, длина дуги меньше влияет на величину сварочного тока, а следовательно, и на качество сварки.
После намотки первичной обмотки сварочного аппарата необходимо проверить на наличие короткозамкнутых витков и правильность выбранного числа витков. Сварочный трансформатор включают в сеть через плавкий предохранитель (4…6 А) и если есть амперметр переменного тока. Если предохранитель сгорает или сильно греется – это явный признак короткозамкнутого витка
В этом случае первичную обмотку необходимо перемотать, обратив особое внимание на качество изоляции
Если сварочный аппарат сильно гудит, а потребляемый ток превышает 2…3 А, то это означает, что число витков первичной обмотки занижено и необходимо подмотать еще некоторое количество витков. Исправный сварочный аппарат должен потреблять ток на холостом ходу не более 1..1,5 А, не греться и сильно не гудеть.





Вторичную обмотку сварочного аппарата всегда наматывают на двух сторонах сердечника. По первому способу намотки вторичная обмотка состоит из двух одинаковых половин, включенных для повышения устойчивости дуги встречно-параллельно (Рис. 6 б). В этом случае сечение провода можно взять несколько меньше, то есть 15..20 мм2. При намотке вторичной обмотки по второму способу, вначале на свободной от обмоток стороне сердечника наматывается 60…65% от общего числа ее витков.
Эта обмотка служит, в основном, для поджога дуги, а во время сварки, за счет резкого увеличения рассеивания магнитного потока, напряжение на ней падает на 80…90%. Остальное количество витков вторичной обмотки в виде дополнительной сварочной обмотки W2 наматывается поверх первичной. Являясь силовой, она поддерживает в требуемых пределах напряжение сварки, а следовательно, и сварочный ток. Напряжение на ней падает в режиме сварки на 20…25% относительно напряжения холостого хода.
Намотка обмоток сварочного аппарата на сердечнике тороидального типа можно также произвести несколькими способами.
Способы намотки обмоток сварочного аппарата на тороидальном сердечнике.
| 1. Равномерная; | 2. Секционная; |
| а – сетевая обмотка; | б – силовая обмотка |
Переключение обмоток в сварочных аппаратах проще сделать с помощью медных наконечников и клемм. Медные наконечники в домашних условиях можно изготовить из медных трубок подходящего диаметра длиной 25…30 мм, закрепив в них провода опрессовкой или пайкой. При сварке в различных условиях (сильная или слаботочная сеть, длинный или короткий подводящий кабель, его сечение и т.д.) переключением обмоток настраивают сварочный аппарат на оптимальный режим сварки, и далее переключатель можно установить в нейтральное положение.
Высокая температура и холодные конечности у ребенка: что советует доктор Комаровский
Заключение
В итоге можно сказать, что автомобильная модель генератора применима как источник питания для сварочной аппаратуры. Но модифицировать его как аппарат для сваривания металлов не стоит.
Для применения автогенератора как точки запитывания инверторного сварного оборудования нужно провести цепочку простых действий по подключению его к аппарату.
Однако такой способ питания лучше применять только в экстренных случаях. Частое подключение такого типа вредит и источнику питания, и сварочному оборудованию.