Как делают пружины растяжения и сжатия

Прежде чем давать ответ на вопрос, как делают пружины растяжения или сжатия, необходимо прояснить их назначение, характеристики и их зависимость от геометрических размеров, свойств материалов и других влияющих факторов.
Определение
Пружина – это свёрнутая в спираль металлическая проволока. Её назначение – восстановление своих первоначальных размеров после деформации, вызванной растяжением или сжатием, а также упругое сопротивление такой деформации.
Геометрические особенности
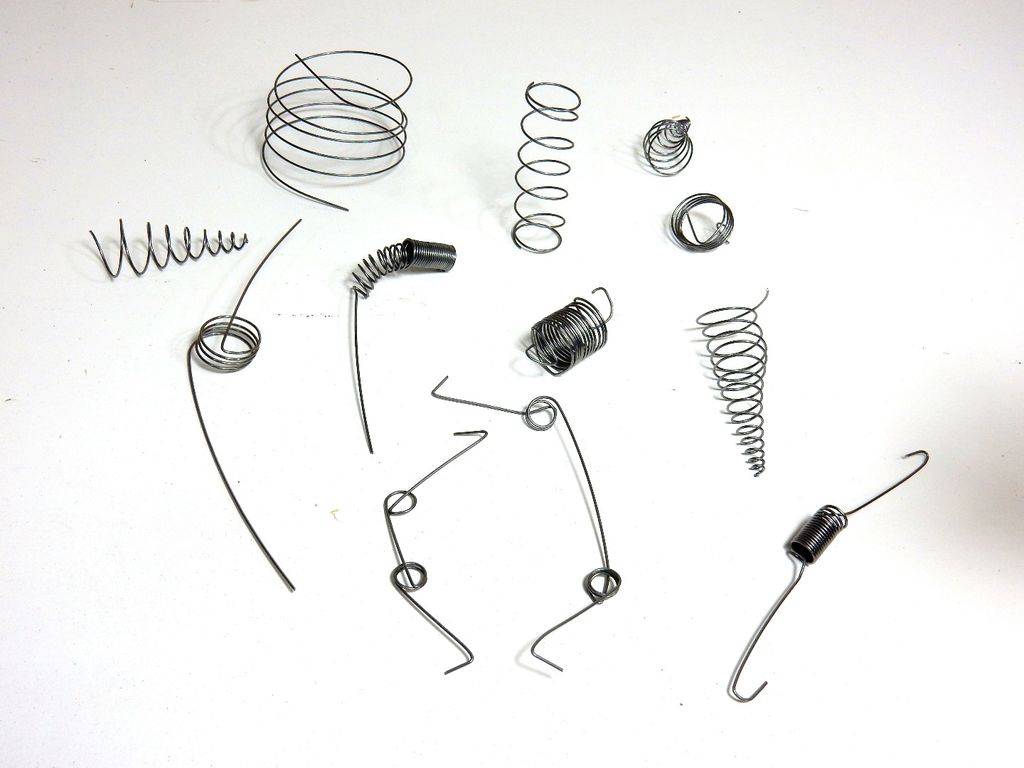
В зависимости от назначения витки могут прилегать один к другому или иметь между собой некоторое расстояние. Также они бывают постоянного (цилиндрические) или переменного (конические) диаметров.
Крайние витки у пружин растяжения, как правило, отгибаются перпендикулярно остальным, чтобы за них можно было зацепиться. У пружин сжатия в некоторых случаях их шлифуют для получения плоской опорной поверхности.
Требования к материалам. Механические характеристики и термообработка
Процесс растяжения или сжатия – это деформация. Чтобы она могла происходить многократно, возникающие при изменении размеров напряжения не должны превышать предел упругости, т. е. некую величину, после которой возможно полное восстановление размеров.
Механические характеристики металлов, из которых изготавливают пружины, зависят от термообработки. В частности, у большинства углеродистых и легированных сталей упругость повышается после закалки. Чтобы избежать хрупкости металла или сплава, повысить его выносливость – способность воспринимать многократные деформации – его дополнительно подвергают отпуску.
У других пружинных материалов, не являющихся сталями – например, сплава 36НХТЮ, бериллиевая бронза и др. – улучшение механических параметров происходит после старения (нагрева и выдержки при высокой температуре).
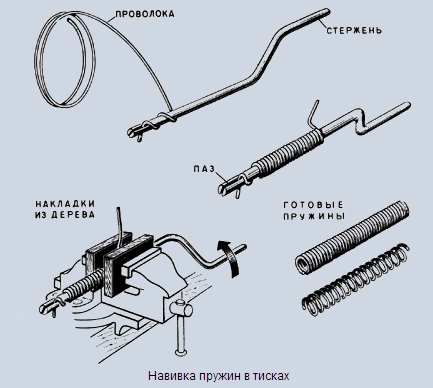
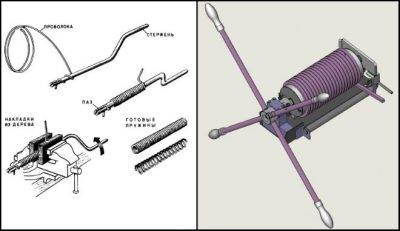
Один из центральных процессов изготовления – получение проволочной спирали. Он производится навивкой проволоки или прутка на оправку. Она может иметь цилиндрическую коническую или другую форму.
В зависимости от назначения изделия витки навиваются вплотную один к другому или с определённым шагом.
Плотная навивка обычно применяется для пружин растяжения, с шагом – для сжатия.
Холодный и горячий способы
Навивка пружинной проволоки на оправку может производиться с предварительным нагревом и без него.
При изготовлении изделий из тонкой проволоки нагрузка на оборудование невелика. Поэтому процесс можно вести холодным способом, без предварительного нагрева материала. Выбирая радиус оправки, следует учесть, что у до начала пластической деформации материалы сохраняют определённый запас упругости. После окончания навивки диаметр витков увеличивается.
Если проволока изготовлена из стали, обладающей в состоянии поставки высоким пределом текучести, перед началом процесса, её отжигают – нагревают и медленно охлаждают вместе с печью.
При изготовлении пружин и прутка большого диаметра (обычно более 16 мм) навивка ведётся горячим способом. Пруток нагревают до температуры, при которой текучесть снижается до минимума (около 600 С) и навивают на оправку, не охлаждая.
После окончания навивки у будущих пружин растяжения отгибают крайние витки, придают им требуемую форму. У пружин сжатия они могут шлифоваться, если последующая эксплуатация потребует плоских опорных поверхностей.
Термообработка после навивки
Как уже отмечалось ранее, механические свойства материалов пружин могут значительно меняться в зависимости от состояния материала.
Стальные – после завершения техпроцессов, связанных с пластической деформацией подвергают закалке и отпуску. Конкретный набор термических процессов определяется свойствами сталей и требованиями к готовым изделиям.
Пружины из других сплавов упрочняют другими способами, например, старением.
Нанесение покрытий
Поверхность готовой продукции для придания ей коррозионной стойкости подвергается химической обработке: оксидирование, анодирование, покрытие цинком и т.д.
Выбор конкретного вида обработки определяется материалом пружины и предполагаемыми условиями эксплуатации.
Технология холодной навивки без закалки
Сначала необходимо сделать подготовительные операции. Перед тем, как из проволоки навивать заготовку, ее подвергают процедуре патентирования. Она заключается в нагреве материала до температуры пластичности. Такая операция готовит проволоку к предстоящему изменению формы.
В ходе операции навивки должны быть выдержаны следующие параметры:
- Внешний диаметр изделия (для некоторых деталей нормируется внутренний диаметр).
- Число витков.
- Шаг навивки.
- Общая длина детали с учетом последующих операций.
- Соблюдение геометрии концевых витков.
Холодная навивка без отпуска
Далее проводится стачивание концевых витков до плоского состояния. Это необходимо сделать для обеспечения качественного упора в другие детали конструкции, предотвращения их разрушения и выскальзывания пружины.
Следующий этап технологического процесса — термообработка. Холодная навивка пружин предусматривает только отпуск при низких температурах. Он позволяет усилить упругость и снять механические напряжения, возникшие в ходе навивки.


![[ноу-хау] делаем пружины, которые нигде не купишь](https://activefisher.net/wp-content/uploads/d/3/0/d3044e2dad020c314ae6bfb6ce26c079.jpg)


После термообработки необходимо сделать испытательные и контрольные операции.
Далее по необходимости могут наноситься защитные покрытия, предотвращающие коррозию. Если они наносились гальваническим методом, изделия подвергаются повторному нагреву для снижения содержания водорода в приповерхностном слое.
Технология холодной навивки без закалки
Сначала необходимо сделать подготовительные операции. Перед тем, как из проволоки навивать заготовку, ее подвергают процедуре патентирования. Она заключается в нагреве материала до температуры пластичности. Такая операция готовит проволоку к предстоящему изменению формы.
В ходе операции навивки должны быть выдержаны следующие параметры:
- Внешний диаметр изделия (для некоторых деталей нормируется внутренний диаметр).
- Число витков.
- Шаг навивки.
- Общая длина детали с учетом последующих операций.
- Соблюдение геометрии концевых витков.
Далее проводится стачивание концевых витков до плоского состояния. Это необходимо сделать для обеспечения качественного упора в другие детали конструкции, предотвращения их разрушения и выскальзывания пружины.
Следующий этап технологического процесса — термообработка. Холодная навивка пружин предусматривает только отпуск при низких температурах. Он позволяет усилить упругость и снять механические напряжения, возникшие в ходе навивки.
После термообработки необходимо сделать испытательные и контрольные операции.
Далее по необходимости могут наноситься защитные покрытия, предотвращающие коррозию. Если они наносились гальваническим методом, изделия подвергаются повторному нагреву для снижения содержания водорода в приповерхностном слое.
Как сделать пружину для рыбалки
Благодаря этой простой, но очень удобной детали, поклевка не заставит себя ждать. Такие нередко используются для силиконовых приманок.
С чего начать работу:
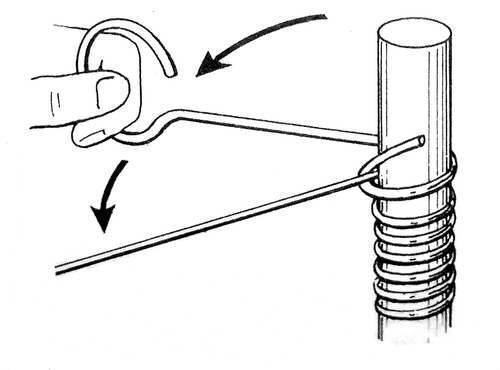
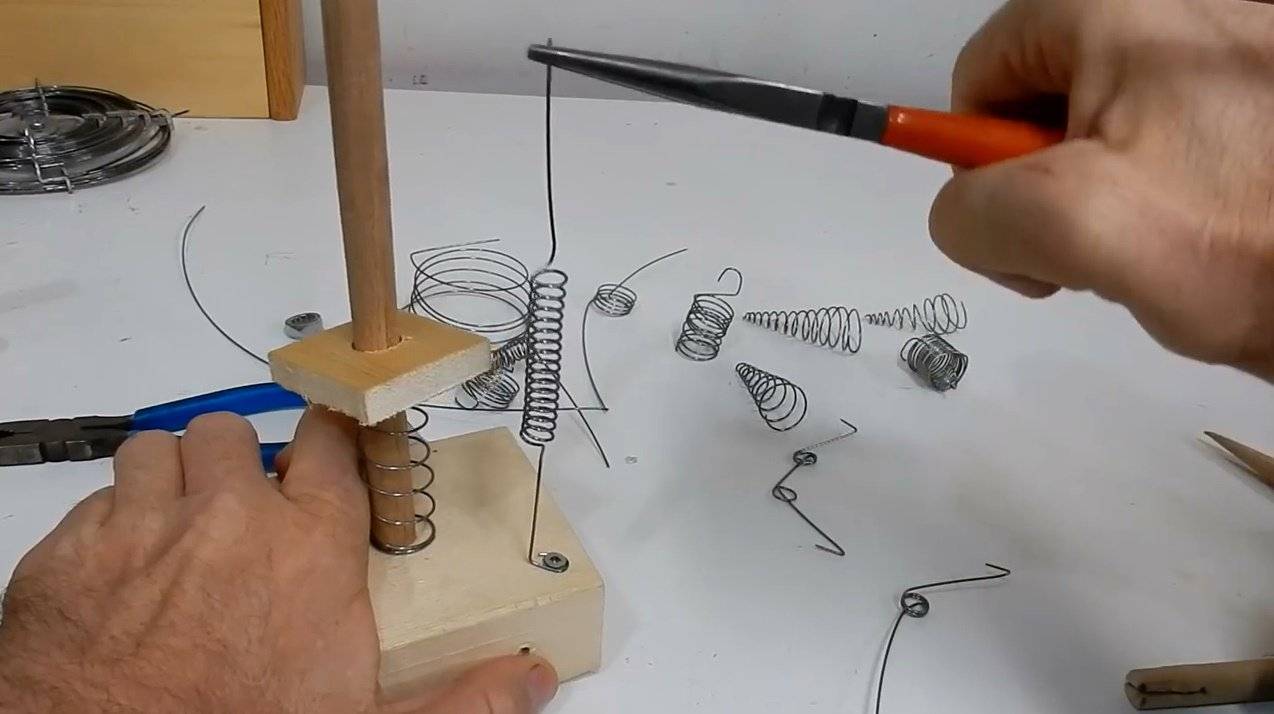
Разумеется, с наматывания подходящей проволоки на избранное в качестве шаблона приспособление.
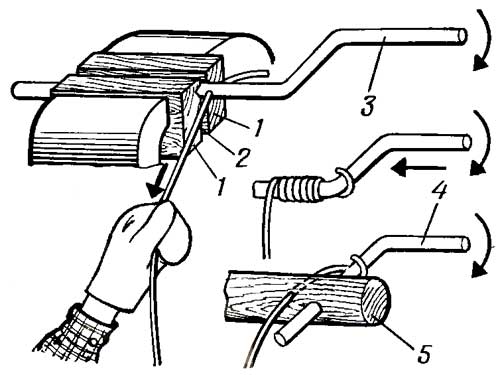
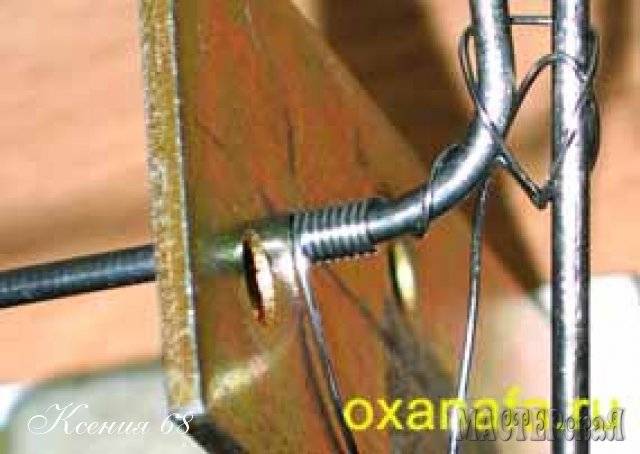
- Концовку проволоки будет удобнее прижать плоскогубцами к шаблону, вокруг которого идет обмотка. Количество витков зависит от размеров изготавливаемого приспособления. Обычно вполне достаточно от семи до двенадцати витков.
Придав пружине нужную величину, стоит теперь озадачиться приданием необходимой формы.
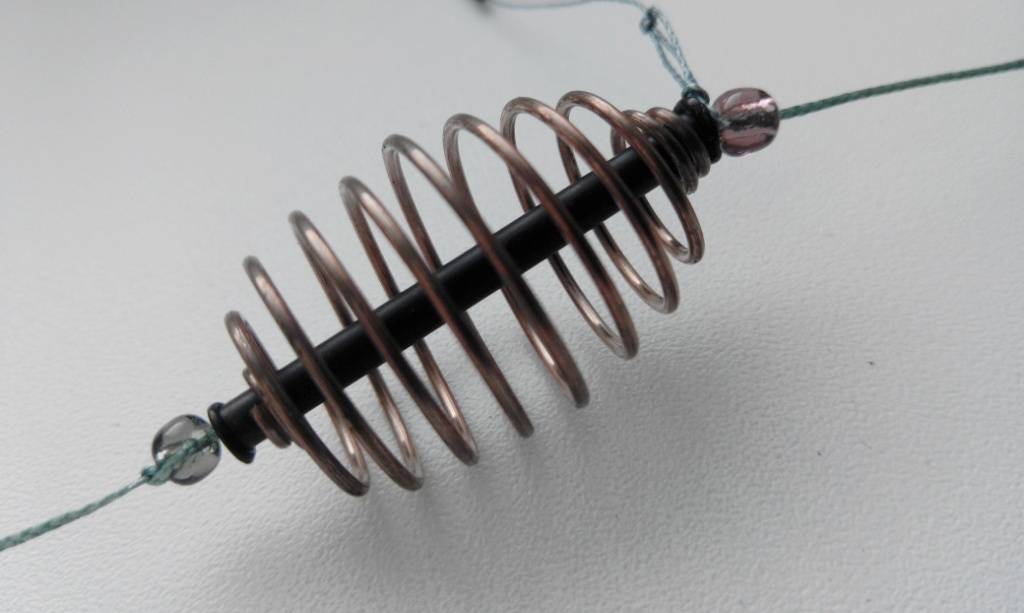
- Сделать пружину бочкообразной не так уж сложно. Достаточно только увеличить витки, стоящие по центру. И постепенно уменьшать диаметр тех витков, что расположены по краям.
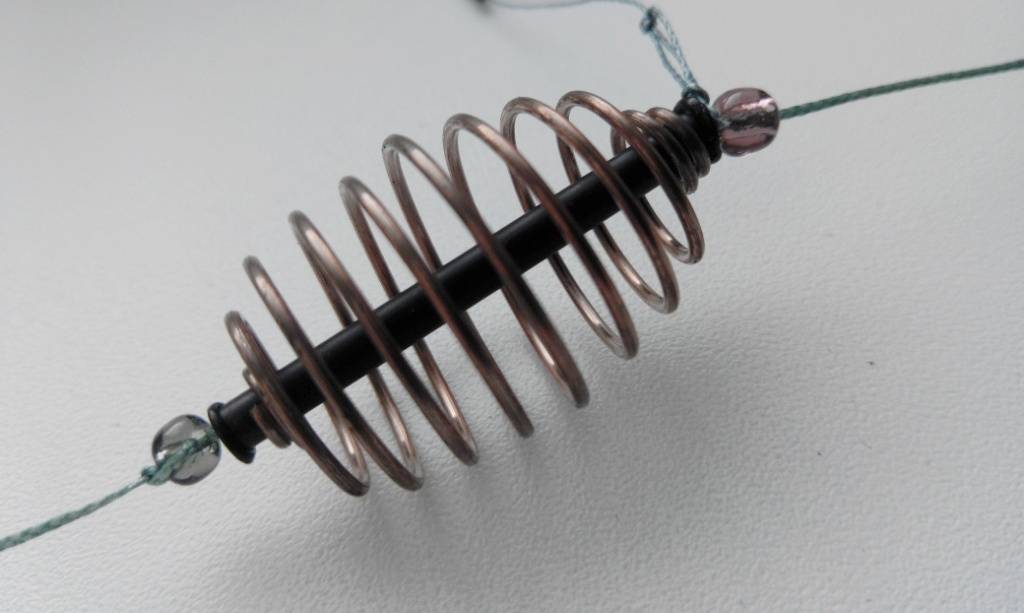
Теперь внутрь пружинки можно вставить трубочку, которая обеспечит свободное перемещение лески при поклевке. Для этих целей можно задействовать стержень из пластика либо металла.
Самые крайние витки зажимают трубочку. Если внутрь вставлен металл, то лучше добавить к нему кусочек изоляции от электропровода.
Подобные пружины пользуются популярностью для рыбалки. А благодаря плоскогубцам, работу выполнять куда проще. А излишки металла удаляются кусачками.
Диаметр
Если диаметр проволоки не более 2 мм, то пружину можно сделать, не применяя термическую обработку. Для этого необходимо таким образом разогнуть проволоку, чтобы она стала абсолютно ровной, а затем с усилием намотать ее на оправку.
Что касается диаметра оправки, то он должен быть немного меньше, чем внутренний диаметр пружины, который вы хотите получить. Это необходимо для компенсации упругой деформации. Скорее всего, придется несколько раз разгибать и свивать пружину, попробовать оправки нескольких размеров, чтобы подобрать нужный диаметр. Между витками пружины сжатия расстояние должно быть немного большим, чем уже у готовой пружины. Два крайних витка должны хорошо и плотно прилегать друг к другу.
Если же диаметр пружины, которую вы хотите использовать как исходный материал больше 2 мм, то, прежде чем начинать с ней работу, ее нужно подвергнуть отжигу. Потому что без этой процедуры такую толстую проволоку невозможно выпрямить и навить.

В первую очередь нужно правильно подобрать материал для будущей пружины – это половина успеха. В производстве используются сплавы цветных металлов (65Г, 60ХФА, 60С2А, 70СЗА, Бр. Б2 и т.д.) или специальные стали (углеродистые или легированные)
Если же вы решили сделать пружину самостоятельно, самым подходящим материалом для этого станет другая пружина нужного размера (обращать внимание нужно на диаметр проволоки, из которой она изготовлена).
Отжиг лучше всего проводить в специальной термической печи. Если же вам не удалось найти такую, то используйте кирпичную или металлическую
Разведите огонь на березовых дровах и в угли положите пружину. Подождите, пока она не раскалится докрасна, и пусть она продолжает лежать в печи до полного ее охлаждения. После такой процедуры отжига проволока станет пригодной для навивания.
Выпрямите ее и намотайте на оправку. Делайте это так, как описано выше. При процедуре изготовления пружины витки навивайте вплотную друг к другу.
Теперь закалите пружину, чтобы она не потеряла форму. Для этого ее необходимо нагреть до температуры 830-870 градусов и опустить в трансформаторное масло (можно использовать и веретенное). Естественно, что вы не сможете по приборам отслеживать нужную температуру, поэтому определяйте ее визуально по цвету нагретого металла. При температуре 830-900°С металл имеет светло-красный цвет. Если такой оттенок появился – пружина дошла до нужного состояния.
После закалки нужно сжать пружину до сжимания витков и оставить ее, не разжимая, на 20-40 часов. Затем сточите на точильном агрегате концы пружины и изделие готово.
Смотреть статью о заневоливании пружин.
Процесс изготовления
Чтобы изготовить проволоку нужного диаметра, потребуется взять оправку чуть меньшего размера. Это связано с тем, что после снятия пружины, она немного увеличивается в диаметре.
Все работы можно разделить на несколько этапов:
- Подготовка проволоки к намотке. Для получения лучшего результата, проволоку необходимо прокалить в печи. Металл должен раскалиться до красна, не вынимайте его до полного остывания.
- Проволоку необходимо намотать на оправку. Витки должны плотно прилегать друг к другу.
- Чтобы пружина сохранила форму, ее следует закалить. Для этого ее нагревают до светло-красного цвета, а затем опускают в техническое масло. Можно использовать трансформаторное или веретенное масло.
- После проведения закалки пружину нужно зафиксировать в сжатом положении и оставить ее на один или два дня.
У готовой пружины следует обточить концы на точильном круге, после этого работы по изготовлению пружины можно считать законченными.
Если у вас возникла необходимость в небольшой пружине, то ее можно изготовить самостоятельно. Но более крупные экземпляры лучше приобретать в специализированных магазинах.
Как Сделать Пружину Своими Руками из Проволоки смотрим в видео:
На свалку! Запчасти от него могут пригодиться в быту.
1 из 17
Расчет пружины
Для этого необходимо воспользоваться таблицей в разделе пружины, чтобы правильно выбрать диаметр стальной проволоки, количество витков и шаг. При этом огромную роль играет то, как должна работать новая пружина – на сжатие или растяжение. Последняя разновидность пружин может иметь довольно сложную конструкцию, но и ее можно сделать самостоятельно. Выполнив предварительные расчеты и выяснив толщину проволоки для стальной пружины, шаг и количество витков, а также определив конструкционные особенности и создав чертеж будущей пружины, можно переходить к практическим действиям.
Так же есть специальный софт для расчета всех параметров:
Что понадобится для работы?
Перед тем как сделать пружину, нужно обзавестись следующими расходными материалами и оборудованием:
- Стальной проволокой.
- Слесарными тисками.
- Обычной газовой горелкой.
- Оправкой, на которую будет наматываться проволока.
- Термической или бытовой печью.

Как сделать пружину: пошаговая инструкция и рекомендации
Как утверждают специалисты, изготовить пружину с высокими эксплуатационными характеристиками и с соблюдением всех необходимых параметров возможно только на специальном заводском оборудовании. Тем не менее сам технологический процесс не представляет собой ничего сложного.








Вопрос, как сделать пружину в домашних условиях, достаточно актуальный. Обусловлено это тем, что бывают ситуации, когда под рукой у домашнего мастера может не оказаться пружины нужного диаметра. В таком случае изготавливать ее приходится самостоятельно. Как сделать пружину своими руками? Какие для этого понадобятся инструменты? Информацию о том, как сделать пружину в домашних условиях, вы найдете в данной статье.
Как растянуть пружину в домашних условиях – Металлы, оборудование, инструкции

Чаще всего вопрос о том, как сделать пружину самостоятельно, используя для этого подручные средства, не возникает. Однако бывают ситуации, когда пружины требуемого диаметра нет под рукой. Именно в таких случаях возникает потребность в изготовлении этого элемента своими руками.
Изготовить небольшую пружину вполне реально
Конечно, пружины для ответственных механизмов, работающих в интенсивном режиме, лучше всего изготавливать в производственных условиях, где есть возможность не только правильно подобрать, но и соблюсти все параметры технологического процесса. Если же нестандартная пружина вам требуется для использования в механизме, который будет эксплуатироваться в щадящем режиме, то можно сделать ее и в домашних условиях.
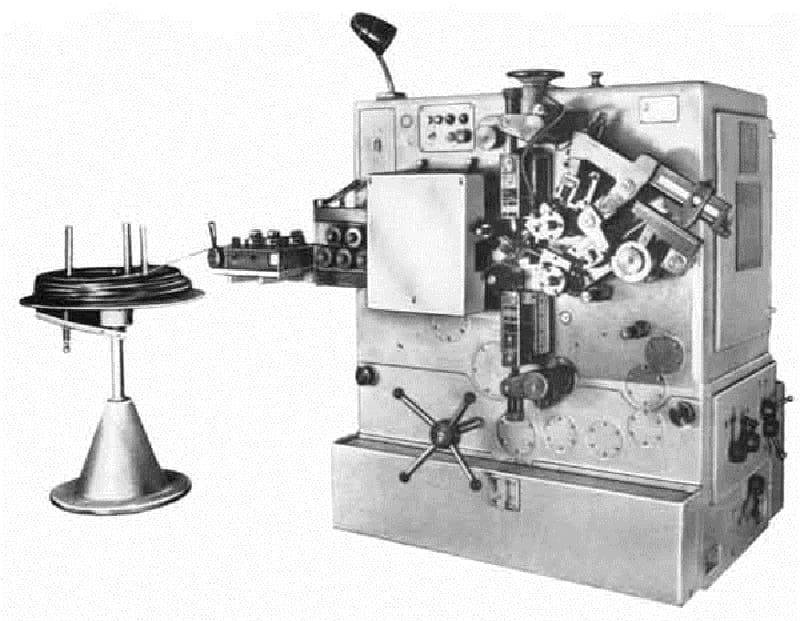
Навивка пружины на токарном станке
Это техпроцесс, в ходе которого проволока или лента подвергается обработке. В результате чего получаются навивка пружин различной формы: цилиндрической, конической, фасонной или плоской. Основным методом производства считается холодный способ.
Навивка пружины выполняется на токарном станке, для этого используется специальное приспособление, вручную или с применением автомата. Производство подобных изделий, возможно и горячим методом, диаметр используемой проволоки от 10 мм.
Выбор варианта навивки пружины зависит от размера и типа металла.
Холодный способ изготовления
Технология навивки пружин на токарных станках в России считается более предпочтительной.
Обусловлено тем, что горячий способ требует серьезных затрат связанных с приобретением дорогостоящего дополнительного оборудования. Холодный метод имеет ограничения по диаметру проволоки, он не превышает 16 мм.
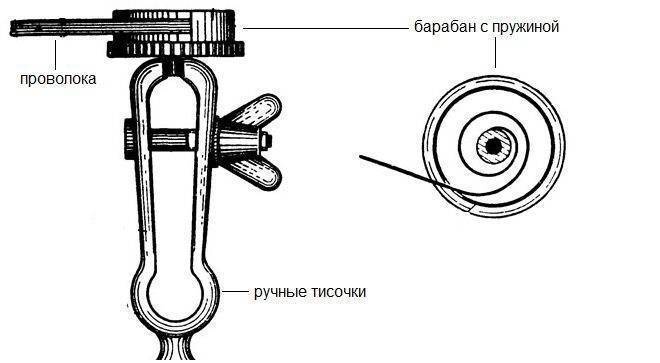
Оснастка для этого техпроцесса состоит из оправок, приспособленных для направления металлической нити на вращающейся катушке.
Причём верхний имеет винт, который позволяет регулировать натяг и направление. При холодной завивке пружин берется металл с необходимыми качествами, из него делают нужную деталь.
В конце проводят термообработку с целью избавления от внутренних напряжений.
Сама технология выглядит так. Стальную проволоку подают через планку, установленную на суппорте оборудования, а конец фиксируется зажимом на оправке. Роликовое приспособление выполняет натяг металлической нити, который важен при изготовлении изделия.
После включения станка, начинается намотка пружины, при этом скорость в зависимости от диаметра, используемого материла, находится в пределах 10 – 40 м/мин. Количество витков подсчитывается визуально или счетчиком.
По окончании поделка подлежит мехобработке.
Это может быть технология торцовки для пружин сжатия абразивными кругами на специальных автоматах или на промышленных точилах. На изделиях другого профиля технологические концы подлежат обрубке или обрезке, используя специальное приспособление и соответствующий инструмент. Готовый продукт подвергается термообработке в электрических печах.
Шаг 6: Сжимающая


Для нее потребуется более длинный штырь, в котором также будет вырезан паз. Во время намотки, отмеряйте расстояние между витками на глаз. Это потребует от вас практики, но занятие на самом деле очень занимательное.
Когда пружина была готова, я провел тест (см. последнюю фотографию). Я поместил ее на штырь, придавил её сверху небольшим деревянным бруском и быстро отпустил — брусок выстрелил до потолка.
Изготовление пружины своими руками
- маркой стали, из которой будет изготавливаться изделие;
- диаметром проволоки;
- количеством навиваемых витков;
- шагом витка.

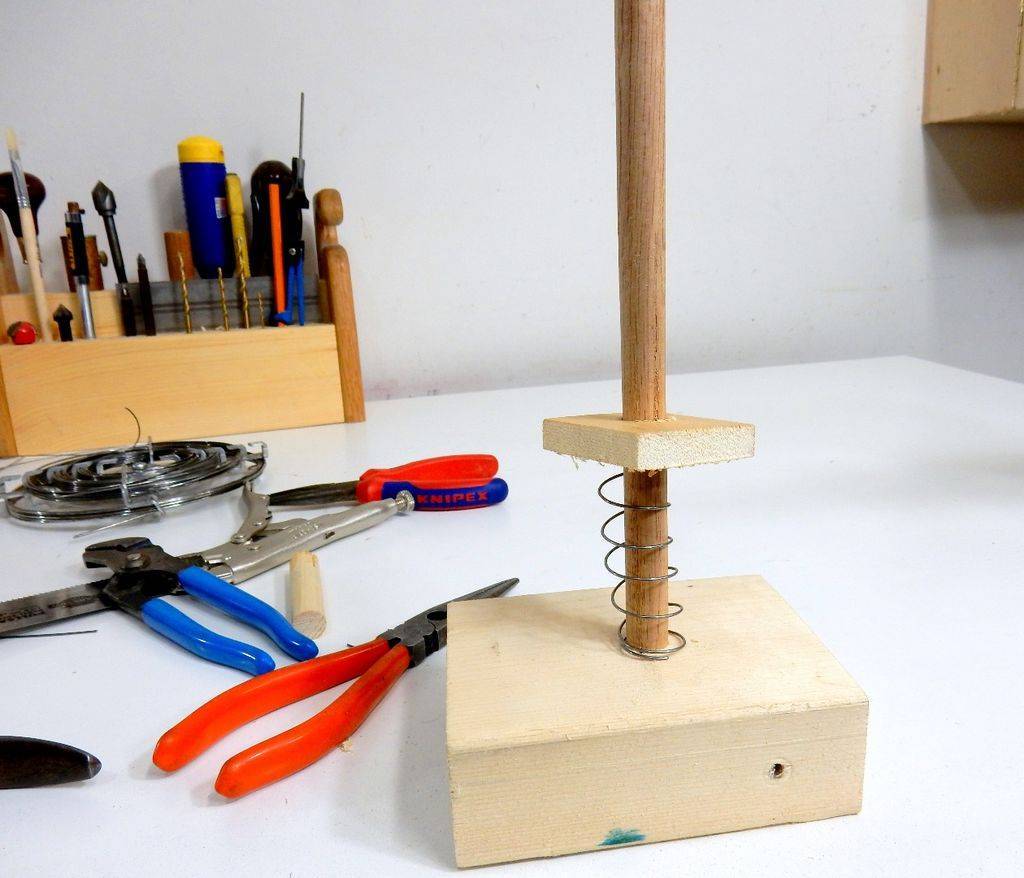
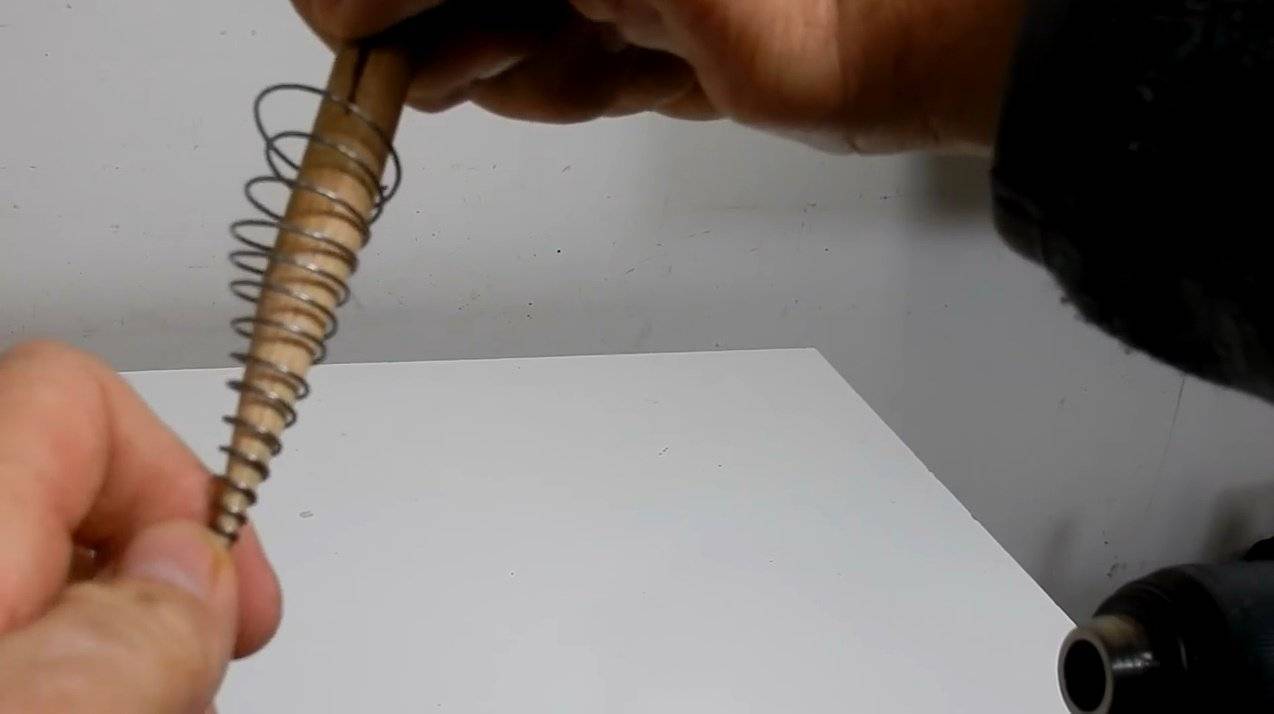
Самодельное изделие может изготавливаться на оправке и с помощью шуруповерта. Понадобятся еще кусачки, молоток, тиски, источник нагрева (печь, газовая горелка, костер), среда для охлаждения и дополнительные приспособления.
Самый простой способ изготовления – это намотать провод на какой-либо стержень подходящего диаметра вручную. При этом необходимо следить за тем, чтобы витки плотно прилегали друг к другу.
Процесс изготовления пружины с помощью шуруповерта можно посмотреть на видео:
- Проволока должна быть абсолютно ровной. Если изделие изготавливают из неровной или старой пружины, она обязательно должна быть выровнена.
- Проволока должна быть очищена от ржавчины, масел и других загрязнений. Для этого используют содовый раствор или химические средства, позволяющие растворить масла и снять ржавчину. Протирать проволоку рекомендуется опилками.
- Проволока диаметром более 2 мм перед навивкой должна быть подвергнута процедуре отжига путем нагрева докрасна (температура в пределах 400 °C) и охлаждения на воздухе.
- При намотке необходимо контролировать положение витков относительно друг друга. Они должны плотно прилегать один к одному.
Закалка пружин в домашних условиях может выполняться несколькими способами: с помощью газовой горелки, нагревом в печи, изготовленной из кирпича или камня, или просто в костре. Нагрев должен производиться до температуры около 870 °C. На глаз это определяется цветом проволоки: она в процессе нагрева делается почти белого цвета. Затем ее необходимо поместить в масло (трансформаторное, веретенное или другую жидкую среду), которое обеспечит медленное охлаждение. Напомним, что быстрое охлаждение может вызвать возникновение трещин, которые отрицательно скажутся на качестве пружины.




![Как сделать пружину своими руками [ноу-хау]](https://activefisher.net/wp-content/uploads/1/2/5/1250d8c47f8072da923e6cd77b542aa0.jpg)


Изготовленную кустарным способом пружину рекомендуется выдержать на протяжении некоторого времени в сжатом состоянии. Обычно время выдержки лежит в пределах от 20 до 40 часов.
Термообработка пружины с применением доступных средств показана на видео:
Как сделать пружину своими руками из проволоки и на производстве: описываем досконально

Стальные пружины могут быть разных конфигураций и не всегда можно приобрести нужного вида – товар достаточно редкий на рынке. По этой причине для своих нужд я их делаю самостоятельно.
Требования к проволоке и ее диаметру
Стальная проволока для изготовления пружины, которая впоследствии будет подвергаться закалке, должна соответствовать требованиям, указанным в ГОСТ 14963-78. Согласно документу она классифицируется по таким признакам:
- способу навивки (холодным способом и горячим);
- способу отделки поверхности (без отделки и с отделкой);
- точности изготовления (нормальная и повышенная);
- классу механических свойств (общего и ответственного назначения);
- диаметру (от 0,5 до 14 мм);
- виду поставки (в прутках или мотках).
На промышленных предприятиях методом холодной навивки изготавливают пружины из проволоки, диаметр которой не превышает 16 мм, горячим способом – вплоть до 80 мм. При этом на производстве они навиваются с помощью вращающейся оправки, подающих роликов и одного или двух упорных штифтов.
Изготавливают изделия из проволоки марок 51ХВА, 70С3А, 65С2ВА, 60С2А, 65Г, 60ХВА с поверхностью шлифованной, полированной или без шлифования и полировки. По этому признаку и способу изготовления проволока выпускается в прутках или мотках таких групп:
- А, Б, В, Г, Е – со специальной отделкой;
- Н – без отделки.
Условное обозначение проволоки в технической документации и на сопроводительных бирках состоит из цифр и букв:
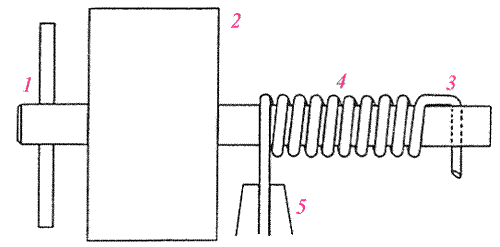
ХХХХХ (1) – Х (2) – Х (3) – Х (4) – ХХ (5) – ХХ (6) ГОСТ 14963-78 (7)
где:
- 1 – марка стали;
- 2 – способ отделки поверхности;
- 3 – точность изготовления;
- 4 — класс механической точности;
- 5 — способ навивки;
- 6 — диаметр в мм;
- 7 — обозначение стандарта.
Например, проволока с полированной поверхностью, изготовленная из стали 60С2А повышенной точности I класса для пружин горячей навивки диаметром 2,0 мм будет иметь следующее обозначение:
60С2А – А – П – I – ГН – 2,0 ГОСТ 14963-78
В государственном стандарте оговариваются допустимые предельные отклонения, овальность и недопустимость наличия определенных видов дефектов, а также способы упаковки и транспортировки.
Расчет пружины
Для этого необходимо воспользоваться таблицей в разделе пружины, чтобы правильно выбрать диаметр стальной проволоки, количество витков и шаг. При этом огромную роль играет то, как должна работать новая пружина – на сжатие или растяжение.
Последняя разновидность пружин может иметь довольно сложную конструкцию, но и ее можно сделать самостоятельно.
Выполнив предварительные расчеты и выяснив толщину проволоки для стальной пружины, шаг и количество витков, а также определив конструкционные особенности и создав чертеж будущей пружины, можно переходить к практическим действиям.
Так же есть специальный софт для расчета всех параметров:
Типичные ошибки
Зажимаем оправку в патроне токарного станка. Вставляем конец стальной проволоки в отверстие в оправке, запускаем вращение и плотно наматываем стальную струну.
Проверив толщину пружины штангенциркулем, кусачками обрезаем проволоку и наблюдаем, как наша пружина увеличивается в диаметре.
К тому же снять ее с оправки будет довольно проблематично – для этого придется обрезать струну в самом начале витка.
Делаем правильно
Зажимаем проволоку на оправке с помощью винта.
Теперь нам необходимо создать натяжение стальной струны перед намоткой.
При помощи обычного куска плотного пластика зажать проволоку в держателе резцов будет недостаточно. Нам понадобится специальное приспособление с направляющей, в котором натяжение проволоки можно регулировать прижимной пластиной из мягкого металла (медь или бронза).
Также необходимо отрегулировать скорость вращения патрона токарного станка и перемещение рабочей платформы для получения нужного шага пружины.
О проволоке
Желательно, чтобы это была закаленная высокоуглеродистая сталь. Можно воспользоваться специальными углеродистыми и легированными или цветными сплавами: 60ХФА, 70С3А, 65Г, 60С2А и др. Судя по отзывам, многие домашние умельцы переделывают старые ненужные пружины. Данный способ считается самым оптимальным, поскольку в таком изделии обычно используется проволока с отличными техническими характеристиками.
Тактика ловли карася с использованием пружинной кормушки
При использовании пружины для ловли карася подойдет как рассыпчатая, так и вязкая прикормка. Ею наполняется кормушка и делается несколько забросов для стартового закорма. Поводки с крючками при этом не крепятся. Когда закорм произведен, можно установить пружину меньшего размера с поводками.






Прикормку уплотняют в кормушке, чтобы она вымывалась не быстрее 10 минут. Осталось насадить на крючки приманку и забросить оснастку в прикормленное место.
Удочка устанавливается на подставку, леска натягивается, монтируется сигнализатор поклевки. Фрикционный тормоз ослабляется, а при наличии байтраннера его следует включить. Теперь можно удобно располагаться и ожидать поклевку рыбы.
Для ловли карася на небольшой глубине и короткой дистанции лучше применять небольшие пружинки из тонкой проволоки 1-2 мм. Если требуется дальний заброс с большой глубиной в точке ловли, то лучше устанавливать крупные модели из проволоки 2,5-3,5 мм. Имея широкую линейку кормушек, рыболов без труда подберет оптимальную пружину для ужения в конкретном месте ловли.
Специально для Самоделки FISH – Щетько Сергей Викторович , Беларусь, Столбцы
Как изготовить и закалить пружину в домашних условиях
Практически каждый домашний мастер знает, что почти из любой проволоки возможно сделать пружину и с успехом ее использовать в быту. В основном проблем с самостоятельным изготовлением детали не возникает. Однако иногда возникают ситуации, в которых необходимо сделать либо пружину нестандартных габаритов, либо придать ей повышенную прочность и упругость. Для этого следует прибегнуть к операциям термообработки. Закалить пружину в домашних условиях вполне реально. Само собой, что самодельную деталь не стоит использовать в особо ответственных устройствах, работающих при повышенной нагрузке. Для таких целей рекомендуется использовать пружины, изготовленные в заводских условия. Но для домашнего применения в устройстве, работающем в облегченном режиме рассматриваемая технология вполне подходит.

Необходимые инструменты и материалы
Для того, чтобы изготовить и закалить пружину из проволоки своими руками необходимо:
- Стальная проволока. Диаметр подбирается исходя из необходимых характеристик будущего изделия.
- Обыкновенная газовая горелка.
- Слесарный инструмент: пассатижи, молоток и т.п.
- Тиски.
- Печка. Это может быть, при ее наличии, специальная или же обычная бытовая.
Облегчить процесс навивания спирали способны дополнительные приспособления, которые подбираются индивидуально в соответствии с размерами и жесткостью пружины.
Если использование и закалка предполагается из проволоки диаметром меньше 2 миллиметров, то она может предварительно не нагреваться. Она без проблем будет гнуться и без этой операции. Однако при этом до начала намотки рекомендуется ее разогнуть ее по всей длине и полностью выровнять.
При использовании проволоки диаметром более 2 миллиметров ее следует до начала работы обжечь. Без данной операции выровнять и навить ее будет проблемно.
Особенности операции
- Верно подобранная основа является залогом успеха. В заводских условиях для изготовления применяется сплав цветных металлов (65Г, 60ХФА, 60С2А, 70СЗА, Бр. Б2), легированная или углеродистая сталь. Во время домашнего изготовления оптимальной основой будет старая пружина необходимого диаметра.
- Для отжига лучше всего подойдет особая печь. При отсутствии таковой подойдет из кирпича или металла.
- Для охлаждения после нагрева рекомендуется применять трансформаторное масло. При его отсутствии подойдет веретенное.
Последовательность действий
1. Прежде, чем закалить проволоку для пружины следует проверить материал основы и убедиться, что используемая проволока углеродистой стали.
2. Процедура отжига, как сказано ранее, способна добавить пластичности. Это облегчит процесс выравнивания и намотки на оправку. Для этого можно особую печь или любую подходящую. В быту закалять возможно в наиболее подходящей конструкции (металлической или кирпичной). Для этого разжигается обычный костер и после в уголь помещается будущая пружина. После нагрева заготовки докрасна проволоку нужно изъять и позволить остыть естественным путем. Остывшая проволока будет существенно мягче и с ней можно будет комфортно работать.

3. Размягченную проволоку следует полностью выровнять и приступить к намотке на оправку подходящего диаметра. Во время проведения процедуры нужно контролировать плотное расположение витков друг к другу. Для упрощения можно пользоваться шуруповертом.
4. Для придания требуемой упругости потребуется провести закаливание. Благодаря этой термической обработке деталь получается более твердая и прочная. Закалка пружин предполагает их прогрев до температуры от 830 до 870 градусов. Для этого допускается пользоваться газовой горелкой. Ранее уже мы говорили про закалку металла в домашних условиях.
Дома вряд ли сыщется подходящий термометр, которым возможно точно определять температуру детали. Поэтому можно ориентироваться по цвету металла. Когда необходимая температура достигнута заготовка станет светло-красной. Рекомендуем посмотреть видео с подробным рассказом о температуре нагрева. После этого пружина помещается в охлаждающую среду (масло).
5. После закаленную пружинку требуется подержать в сжатом состоянии. Для этого необходимо от 20 до 40 часов.
6. В завершение провести обработку и подгонку до требуемых размеров.
Верное проведение подобного упрочнения позволит с успехом использовать пружину в домашних механизмах.
Стандартное создание пружины своими руками
Чтобы начать процесс собственноручно, в дополнение к уже перечисленным параметрам, следует уточнить марку стали, которая будет взята для работы.

Изготовление можно выполнить на оправке посредством шуруповерта. Дополнительно потребуются такие инструменты:
- источник нагрева;
- источник холода;
- кусачки;
- молоток;
- тиски;
- дополнительные детали.

Изготовление пружины посредством шуруповерта можно изучить на видео.
О проволоке
Желательно, чтобы это была закаленная высокоуглеродистая сталь. Можно воспользоваться специальными углеродистыми и легированными или цветными сплавами: 60ХФА, 70С3А, 65Г, 60С2А и др. Судя по отзывам, многие домашние умельцы переделывают старые ненужные пружины. Данный способ считается самым оптимальным, поскольку в таком изделии обычно используется проволока с отличными техническими характеристиками.
Технология изготовления и закалки пружины своими руками

Практически каждый домашний мастер знает, что почти из любой проволоки возможно сделать пружину и с успехом ее использовать в быту. В основном проблем с самостоятельным изготовлением детали не возникает.



![[ноу-хау] делаем пружины, которые нигде не купишь](https://activefisher.net/wp-content/uploads/8/b/9/8b960bdf6828425353ffc27c44d5dd1a.jpe)


Однако иногда возникают ситуации, в которых необходимо сделать либо пружину нестандартных габаритов, либо придать ей повышенную прочность и упругость. Для этого следует прибегнуть к операциям термообработки. Закалить пружину в домашних условиях вполне реально.
Само собой, что самодельную деталь не стоит использовать в особо ответственных устройствах, работающих при повышенной нагрузке. Для таких целей рекомендуется использовать пружины, изготовленные в заводских условия.
Но для домашнего применения в устройстве, работающем в облегченном режиме рассматриваемая технология вполне подходит.
Необходимые инструменты и материалы
Для того, чтобы изготовить и закалить пружину из проволоки своими руками необходимо:
- Стальная проволока. Диаметр подбирается исходя из необходимых характеристик будущего изделия.
- Обыкновенная газовая горелка.
- Слесарный инструмент: пассатижи, молоток и т.п.
- Тиски.
- Печка. Это может быть, при ее наличии, специальная или же обычная бытовая.
Облегчить процесс навивания спирали способны дополнительные приспособления, которые подбираются индивидуально в соответствии с размерами и жесткостью пружины.
Если использование и закалка предполагается из проволоки диаметром меньше 2 миллиметров, то она может предварительно не нагреваться. Она без проблем будет гнуться и без этой операции. Однако при этом до начала намотки рекомендуется ее разогнуть ее по всей длине и полностью выровнять.
При использовании проволоки диаметром более 2 миллиметров ее следует до начала работы обжечь. Без данной операции выровнять и навить ее будет проблемно.
Особенности операции
- Верно подобранная основа является залогом успеха. В заводских условиях для изготовления применяется сплав цветных металлов (65Г, 60ХФА, 60С2А, 70СЗА, Бр. Б2), легированная или углеродистая сталь. Во время домашнего изготовления оптимальной основой будет старая пружина необходимого диаметра.
- Для отжига лучше всего подойдет особая печь. При отсутствии таковой подойдет из кирпича или металла.
- Для охлаждения после нагрева рекомендуется применять трансформаторное масло. При его отсутствии подойдет веретенное.
Последовательность действий
1. Прежде, чем закалить проволоку для пружины следует проверить материал основы и убедиться, что используемая проволока углеродистой стали.
2. Процедура отжига, как сказано ранее, способна добавить пластичности. Это облегчит процесс выравнивания и намотки на оправку. Для этого можно особую печь или любую подходящую.
В быту закалять возможно в наиболее подходящей конструкции (металлической или кирпичной). Для этого разжигается обычный костер и после в уголь помещается будущая пружина. После нагрева заготовки докрасна проволоку нужно изъять и позволить остыть естественным путем.
3. Размягченную проволоку следует полностью выровнять и приступить к намотке на оправку подходящего диаметра. Во время проведения процедуры нужно контролировать плотное расположение витков друг к другу. Для упрощения можно пользоваться шуруповертом.
4. Для придания требуемой упругости потребуется провести закаливание. Благодаря этой термической обработке деталь получается более твердая и прочная. Закалка пружин предполагает их прогрев до температуры от 830 до 870 градусов. Для этого допускается пользоваться газовой горелкой. Ранее уже мы говорили про закалку металла в домашних условиях.
Дома вряд ли сыщется подходящий термометр, которым возможно точно определять температуру детали. Поэтому можно ориентироваться по цвету металла. Когда необходимая температура достигнута заготовка станет светло-красной. Рекомендуем посмотреть видео с подробным рассказом о температуре нагрева. После этого пружина помещается в охлаждающую среду (масло).
5. После закаленную пружинку требуется подержать в сжатом состоянии. Для этого необходимо от 20 до 40 часов.
6. В завершение провести обработку и подгонку до требуемых размеров.
Верное проведение подобного упрочнения позволит с успехом использовать пружину в домашних механизмах.
Технология изготовления и закалки пружины своими рукамиСсылка на основную публикацию
Заключение
Теперь понятно, как сделать у себя в домашних условиях пружину из проволоки собственными руками – пошаговая инструкция, наглядные фото, а также видео станут отличными самоучителями. А простые рекомендации позволят соблюсти отличное качество готового изделия.