Центровочное сверло должно обязательно находиться в комплекте с коронками
- Нужно сделать правильный выбор, для этого стоит внимательно прочитать маркировочную информацию. На упаковке обязательно должны быть указаны размерные показатели, страна-производитель (что в определенной степени говорит о качестве товара), материал изготовления, особенности аксессуаров и приспособлений. Если маркировка не дает полной информации о кольцевой фрезе, есть основания усомниться в качестве инструмента.
- В ходе использования не следует пренебрегать рекомендациями изготовителей. Применение коронки не по назначению приведет к повреждению инструмента.
- Если в комплекте отсутствует центровочное сверло, приобретать его нужно с учетом определенных требований. Например, сверло насадки для дрели должно иметь крестовую заточку, иначе мгновенное и точное центрирование выполнить не получится.
- О необходимости регулирования числа оборотов в статье говорилось не раз. Следует подчеркнуть, что это условие является едва ли не самым главным для увеличения ресурса коронок по металлу.
При правильном подборе и использовании коронок по металлу отверстие можно выполнить за считанные секунды. Инструмент применим для различных бытовых и производственных целей. Соблюдение технических требований может продлить срок службы на длительное время. И наоборот, одно необдуманное использование способно спровоцировать дефекты, которые сделают коронку непригодной для применения.
Достоинства и недостатки
Корончатые сверла получили широкое распространение в металлообработке благодаря сочетанию ряда положительных свойств, среди которых можно выделить следующие:
- При помощи данного инструмента можно получить на простом оборудовании отверстия диаметром до 200 миллиметров. В то время как обычные спиральные сверла вырезают металл по всему сечению отверстия, корончатые обрабатывают его только по периметру. Соответственно, количество вырезаемого металла значительно меньше. Поэтому происходит значительная экономия затрачиваемой на работу энергии.
- При сверлении крупных отверстий обычными сверлами нужно предварительно выполнять пилотные пазы небольших диаметров. Затем происходит переработка в стружку всего объема материала, находящегося внутри будущего отверстия. Корончатое сверло выполняет отверстие за одну операцию и значительно быстрее. Таким образом, их применение приводит к экономии времени на работу и повышает производительность процесса.
- Конфигурация режущего профиля сверла коронки благоприятствует получению высоких показателей шероховатости внутренней поверхности отверстия. Добиться такой чистоты поверхности обычными сверлами очень трудно. Для этого будет необходимо дополнительно обрабатывать металл при помощи других технологических операций механической обработки.
- Кольцевые сверла по металлу из быстрорежущей стали прослужат в работе очень долго, поскольку они могут поддаваться многократной заточке. Причем режущие кромки можно восстанавливать до тех пор, пока это позволяет постепенно уменьшающаяся длина инструмента. Конечно, режущий профиль зубьев имеет довольно сложную конфигурацию, а поэтому правильная заточка требует определенной квалификации мастера или наличия чертежа, на который можно ориентироваться.
- При помощи кольцевых сверл можно сверлить отверстия не только на плоских поверхностях, но и в деталях со сложной криволинейной поверхностью. Работа со спиральными сверлами в таких случаях предполагает множество подготовительных операций и применение различных хитростей. Коронками же можно с легкостью сверлить трубы. Обработку труб больших диаметров, которые невозможно поместить в станок, можно легко осуществить с помощью магнитных сверлильных станков с установкой в патрон корончатого сверла. Для этого хорошо подходят сверла из быстрорежущей стали.
- Благодаря своей конструкции сверлильные коронки имеют значительно меньший вес по сравнению с традиционным инструментом. Особенно эта разница велика на больших диаметрах. Маленькая масса позволяет работать корончатыми сверлами на маленьких сверлильных станках и даже на ручном электроинструменте.
- Проводить операцию механической обработки с помощью корончатого сверла по металлу значительно проще, чем спиральным инструментом. Данный инструмент даже без подготовительных операций хорошо центрируется и позволяет получить ровное перпендикулярное к поверхности отверстие.
- При установке на металлообрабатывающие станки специальных сборных корончатых сверл легко добиться хорошего охлаждения и смазки инструмента. Смазывающе-охлаждающая жидкость подается к зоне обработки через внутреннее отверстие в инструменте, а поэтому попадает на режущую кромку в достаточном количестве.
Несмотря на огромное количество вышеперечисленных достоинств, кольцевое сверло по металлу имеет и несколько весомых недостатков, среди которых можно выделить следующие два:
- При помощи этого инструмента можно получить в металле только лишь сквозные отверстия. Для выполнения глухих отверстий придется применять другой режущий инструмент.
- Более распространены корончатые кольцевые сверла, режущая часть которых выполнена из наплавленных твердосплавных зубьев. Такой инструмент не поддается затачиванию зубьев, а поэтому после того как его режущие свойства ухудшились, он приходит в состояние негодности.
Описание и назначение
Коронки для сверления металла — специальные насадки для сверлильных инструментов, отверстия формирует механическое воздействие. Форма таких элементов напоминает отрезки труб или цилиндрические поршни. На рабочей кромке располагаются зубцы, посредством которых и производится резка целевых материалов. Иногда рабочую поверхность усиливает алмазное напыление, что существенно увеличивает их стойкость к износу. Дополнительного накернивания не понадобится как для обычных твердосплавных насадок, так и для корончатых сверл для дрели, что упрощает их хранение.
Суть в том, что коронки по металлу для дрели разработаны с крестовыми заточками центровочных сверл. Такое выполнение позволило не только сделать их износостойкими и прочными, но и дало возможность делать мгновенное центрирование в зоне обработки. На противоположной стороне относительно зубьев и напаек располагается посадочный разъем. Его предназначение — надежная фиксация насадки на основном инструменте (дрель, перфоратор).
Характеристики и параметры
Самая главная характеристика — диаметр изделий. Именно от него зависит размер будущих отверстий, получаемых с помощью тех или иных моделей. От диаметра зависят и другие параметры оснастки, в частности, тип фиксации и длина хвостовика. Стандартный диапазон диаметров в пределах 1,4 — 18 мм. Показатель глубины сверления может достигать 40 мм — такое максимальное значение для всех типовых монтажных коронок.
При выборе следует обратить внимание на то, есть ли в комплекте центрирующее сверло. С его помощью можно сделать высокоточные разрезы без случайных отклонений в процессе работы.
В большинстве случаев коронка для металла 50 мм производится из комбинированных сплавов. Это значит, что в основании несущего цилиндра — твердосплавная сталь, а рабочая поверхность — победит.
На что обращать внимание при выборе корончатых сверл
Выбирая сверло корончатого типа, следует учитывать следующие параметры:
- серию, к которой относится инструмент;
- рабочий диаметр;
- твердость рабочей части;
- наибольшую глубину сверления;
- размер хвостовика, при помощи которого сверло устанавливается в патрон оборудования;
- предназначение (какой металл можно обрабатывать с помощью данного инструмента);
- способ центровки;
- уровень шероховатости, которого позволяет добиться сверло.
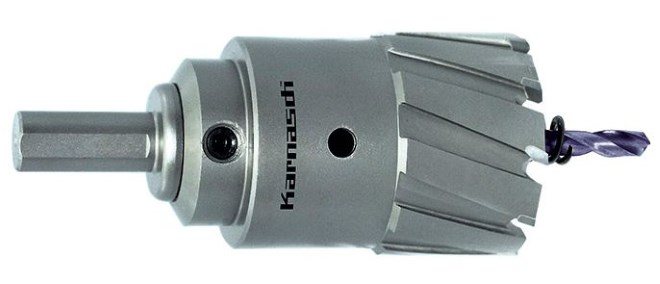
Малая ширина зубьев этой коронки (около 4 мм) позволяет использовать ручной инструмент
Естественно, следует учитывать и конструктивные особенности корончатого сверла, изготовлено ли оно целиком из быстрорежущей стали или оснащено напаянными твердосплавными пластинами.
Если фреза корончатая по металлу требуется для интенсивного использования и решения сложных технологических задач, лучше отдавать предпочтение продукции проверенных европейских производителей. Такой инструмент, хотя и стоит значительно дороже аналогичных сверл от азиатских и китайских производителей, отличается исключительно высокой износоустойчивостью и способен служить на протяжении длительного времени, не изменяя при этом своих первоначальных характеристик. Кроме того, использование качественного корончатого сверла позволяет выполнять обработку металла с более высокой производительностью.
Плюсы и минусы применения корончатых сверл
В сравнении с традиционными винтовыми сверлами инструмент кольцевого типа обладает существенными преимуществами и недостатками
| Достоинства | Недостатки |
| возможность использования привода меньшей мощности для высверливания одинаковых диаметров | стоимость инструмента |
| высокое качество и малую шероховатость поверхности внутри отверстий | сложность в заточке, невозможность заточки в случаи если режущая часть имеет алмазное напыление |
| установку на ручные дрели, сверлильные, фрезерные и токарные станки | |
| одновременное применение в комплекте с другими видами инструмента | |
| высокая скорость сверления больших отверстий, повышающая производительность | |
| оптимальный режим сверления при одинаковой скорости перемещения режущих зубьев, в то время как на кромке спирального сверла скорость вращения не одинакова | |
| низкий уровень шума во время работы | |
| надежность конструкции, обеспечивающая безопасность |
Процесс сверления

Пример работы: 3 отверстия под язычок замка в металлической профильной трубе.
Обработка материала при использовании кольцевых сверл может осуществляться сухим или мокрым способом. Сухое сверление применяют в бытовых условиях, при отсутствии технической возможности подачи смазочно-охлаждающей жидкости и сверлении отверстий диаметром до 25 мм. Этот способ обработки более трудоемкий, требует больше времени и влечет за собой более быстрый износ режущей кромки.
Технология мокрой резки с подачей жидкости к месту сверления обеспечивает эффективное охлаждение, смазку сверла и вымывание образующихся отходов. Применяется при работе с профессиональным ручным инструментом и установке на станки. Мокрое сверление отверстий большого диаметра выгодно экономически из-за увеличения долговечности режущих кромок, снижения энергозатрат и повышения производительности.
Рекомендуемая частота вращения при диаметре коронки сверла от 20мм до 50 мм это 1200–2500 оборотов в минуту.